Dimensiunile geometrice ale pinionului. Marea enciclopedie de petrol și gaze
Raport de transmisie constant transmisia de viteze se realizează cu o anumită formă a profilelor dintelui. Să aflăm ce cerințe trebuie îndeplinite pentru profilul perechii de dinți, astfel încât, pe toată durata contactului lor, raportul de transmisie al angrenajului să fie constant.
lăsa C și D (Figura 1, a) - două puncte tangente în punctul respectiv M dinte: C - roata de antrenare 1 cu centrul de rotație O 1 și D - roata acționată 2 cu centrul de rotație O 2. Distanța dintre centre O 1 și O 2constantă. dinte C roata 1 se rotește la o viteză unghiulară ω 1 se face într-un punct MD roata 2, în urma căreia această roată se rotește la o viteză unghiulară ω2. Viteza punctului de atingere M dinte C v 1 = ω 1 O 1 M, și viteza punctului de tangență M dinte D v 2 = ω2O2M.
Fig. 1Tragem o normă generală NN la profilul dinților și la tangenta comună TT1⊥NN la punctul lor de contact M. Ne descompunem v 1 și v 2 pe componente v n1 și v n2 în direcția normală NN și componente v T1 și v t2 în direcția tangentei TT. Din similitudinea triunghiurilor O 1 AM și Maev n1 = v 1 O 1 A / O 1 M) = ω 1 ρ 1, ci din similitudinea triunghiurilor O 2 VM și Mbƒv n1 = v2O2B / (O2M) = ω2 ρ2, unde ρ 1 și ρ 2 - lungimea perpendicularilor O 1 A și O 2 B pe norma generală NN din centrele de rotație O 1 și O 2.
În condițiile reale de funcționare a trenului de viteze cu contact continuu al perechii de dinți C și D dinte D se mișcă de la apăsarea unui dinte pe ea C. În cazul în care v n1\u003e v n2, apoi dintele C se taie în dinte D; dacă v n1
Sub condiția constanței raportul de transmisie i = ω 1 / ω 2 = ρ 2 / ρ 1= const. Din similitudinea triunghiurilor O 1 AP și O 2 BP ρ2 / p1 = O2P / (O1P), prin urmare, 
punctul P intersecțiile normale NN cu linia de centre O 1 O 2 denumit poli de angajament, ar trebui să ocupe o poziție permanentă a centrelor O 1 O 2.
Aceasta implică o anumită cerință pentru profilele dintelui unelte cu un raport de transmisie constant.
Profilele dinții ambelor roți trebuie să fie astfel încât totalul normal să-i în orice punct de contact trece prin pol angajament care împarte linia mediană roții până la o lungime invers proporțională cu viteza unghiulară.
segmente Aproximativ 1 R și 0 2 P reprezintă radii r 1 și r2 cercurile având o constantă tangență în acest punct P. În acest caz, formula poate fi scrisă în următoarea formă: 
Egalitatea care rezultă din formula ω 1 r 1 = ω 2 r 2 Vitezele circumferențiale indică faptul că atunci când uneltele cu ochiuri ale unui cerc de raze se rotesc r 1 și r2 se rostogolește reciproc fără alunecare. acestea cerc sunt numite inițială, și cilindrii corespunzători într-un tren cilindric și conuri într-o angrenaj conic - butelii inițiale și conurile inițiale.
Din cele de mai sus rezultă că trece cercul inițial. prin polul de legătură și rolele de-a lungul celuilalt cerc inițial fără alunecare. Diametrul cercului inițial este notat cu d w și se numește diametrul inițial roată dințată.
Din întreaga varietate de profiluri dentare conjugate sunt cele mai frecvente evolventăCare sunt ușor de fabricat și comoditatea dinților și se pot modifica în anumite limite de transmisie la distanță interaxiala fără a deranja treptele de viteză corecte discretizare. Profilurile dinte ale uneltei involuntare sunt formate din două evoluete simetrice.
O evoluează este o curbă descrisă de un punct situat pe o linie dreaptă (de exemplu, printr-un punct În în Fig. 2, b), laminate pe un cerc fără alunecare. O linie dreaptă care este rulată de-a lungul unui cerc se numește linia generatoare, iar cercul pe care se rostogolește linia generatoare este cercul principal.
Singurul parametru care determină evoluția involuntară este diametrul cercului fundamental d b (Figura 2, b), deoarece pentru fiecare cerc dat corespunde doar un contur involuntar. Odată cu creșterea d b evolvent devine mai plat și cu d b = ∞ se transformă într-o linie dreaptă. Prin urmare, în implicarea reticulară, profilul dintelui este drept. Deoarece evolventă poate fi în interiorul cercului de bază, profilul de dinte evolvente efectuate doar în afara cercului de bază, iar partea de profil este situat în interiorul acestuia, primește forma corespunzătoare în fabricarea dinților.
Termenii, definițiile și denumirile referitoare la geometria și cinematica uneltelor de diferite tipuri cu un raport constant de transmisie sunt specificate în GOST 16530-83, cilindrice - GOST 16531-83 și zăvorât unghiuri conice-GOST 19325-73. Termenii și denumirile de bază ale elementelor referitoare la geometria angrenajelor sunt prezentate în figura 2.
Fig. 2Din cele de mai sus rezultă că linia dreaptă generatoare (normală generală NN) este linie de angajament, adică traiectoria punctului comun de contact al dinților conjugați în timpul mișcării. unghi a tw Între linia de legătură și linia dreaptă perpendiculară pe linia mediană, unghi de angajare.
Se numește suprafața coaxială a roții dințate, care este baza pentru determinarea elementelor dintelui și a dimensiunilor acestora smoală. Se numește cercul cu centrul pe axa uneltei, situată în secțiunea finală concentric. Este cerut cercul concentric aparținând suprafeței de separare divizibil. diametru divizorul cerc este numit împărțind diametrul d al pinionului. Este apelată roata dințată cilindrică care corespunde cercului de înclinare și conului transmisiei conice cilindru de separare și con conică.
Sunt numite suprafețele coaxiale care separă dinții de corpul roții dințate și le limitează din partea opusă corpului suprafața depresiunilor și suprafața vârfurilor dinților de pe pinion. Se numește un cerc concentric care aparține unei suprafețe de vârfuri cerc de vârfuri, și cercul concentric, aparținând suprafeței depresiunilor, circumferința golurilor. Diametrul cercului de vârfuri este diametrul d a vârfurilor dinților, și diametrul circumferinței văilor - diametrul d f al jgheaburilor dinților.
Se numește distanța dintre profilurile de același nume ale dinților vecini de-a lungul arcului cercului concentric al roții dințate pasul dintelui circumferențial Pt (Figura 3). Există etape de divizare, inițiale și altele circumferențiale ale dinților, corespunzătoare cercurilor de separare, inițiale și celorlalte concentrice ale roții dințate. Pentru fâșii oblice (figura 3, a, b), figura 3, c) și dinții curbați, cu excepția etapei circumferențiale pt Distinge de asemenea distanța normală a dinților p n, care este cea mai mică distanță de-a lungul suprafeței coaxiale divizibile sau coaxiale a roții dințate. La fel ca și pașii circumferențiali, se disting etapele de divizare, inițială și din alte normale ale dinților; Unghiul central al cercului concentric al angrenajului, egal cu 2π / z, sau 360 ° / z, unde z - numărul de dinți de viteză, numiți pasul unghiular al dinților τ (Figura 3, a).
Fig. 3Linia de intersecție a suprafeței laterale a dintelui cu o suprafață coaxială delicată, inițială sau coaxială a roții dințate este numită linia dinților (Figura 3, d). Unghiul ascuțit între punctul de intersecție al dintelui în linie și linia de intersecție a suprafeței coaxială roată dințată care deține linia de dinte, cu un plan care trece prin axa sa, numită unghiul de înclinare al liniei dintelui sau pur și simplu unghiul de înclinare β (Figura 3, b ... d). Există unghiuri de divizare, inițiale și alte, care corespund liniilor divizării, inițiale și altor dinte. Se adoptă unghiul de înclinare pe cilindrul separator: pentru dinți oblici β = 8 ... 18 ° (rareori până la 25 °); pentru dinți cu șuruburi β = 25 ... 40 °.
Din fig. 3, b, c 
Treptele similare ale angrenajelor sunt egale.
Unghiul de rotație al roții dințate a angrenajului din poziția intrării dintelui în angrenare înainte de eliberarea sa din angrenaj se numește unghiul de suprapunere φ γ. Se numește raportul dintre unghiul de suprapunere al angrenajului transmisiei și pasul său unghiular coeficient de suprapunere: ε γ = φ γ / τ.
Pentru treptele cilindrice elicoidale, șurub și alte unelte, factorul de suprapunere ε γ constă în coeficienți de suprapunere ai capătului ε α și axial ε β . Unghiul de rotație al poziției de intrare al transmisiei de viteze cilindrice angajate cu profilul feței dinte al unghiului de suprapunere feței dezangajare se numește φ α . Coeficientul suprapunerii feței ε α raportul dintre unghiul de suprapunere a extremității angrenajului angrenajului cilindric φ α la pasul unghiular τ . Transmisia roata elicoidală Unghiul de rotație, în care comune punct de contact se deplasează de-a lungul dinții dintele de angrenaj de la un capăt restrângerea lățimii de lucru a coroanei, la celălalt, numit unghiul de suprapunere axial φ β . Coeficientul suprapunerii axiale εβ Raportul dintre unghiul suprapunerii axiale a angrenajului elicoidal al angrenajului elicoidal φ β la pasul unghiular τ . Coeficientul de suprapunere pentru angrenajele elicoidale și alte unelte ε γ =ε α +ε β . Coeficient de suprapunere ε γ determină numărul mediu de perechi de dinți simultan în contracție. În cazul în care ε γ = 1,6, aceasta înseamnă că un timp de funcționare de 0,4 cu treaptă de viteză în plasă este o pereche de dinți și 0,6 timpul de funcționare a angrenajului în cuplare există două perechi de dinți.
Deoarece oblici, dinții Herringbone curbate sunt dispuse oblic, spre deosebire directă se angajează la o dată pe întreaga lungime, și de ceva timp și, prin urmare, acești dinți se suprapun factor mai mare de dinți drepte. Cu o creștere a factorului de suprapunere, angrenajele dinților devin mai fine, încărcăturile dinamice de pe ele sunt reduse, iar zgomotul care apare în timpul operației de transmisie este redus. Prin urmare, în angrenaje de mare viteză și înaltă încărcătură, în locul dinților drepți se folosesc dinți oblici, chevron și curbate. Coeficientul de suprapunere ar trebui să fie întotdeauna mai mare de 1, deoarece în caz contrar, atunci când funcționează angrenajul, există momente în care ambreiajul dinților dințate nu are loc și transmisia va funcționa cu impact. În mișcă uneltelefactorul de suprapunere este întotdeauna mai mic de 2, de obicei ε γ = 1,2, ... 1,8. În treptele elicoidale, dințate și dinții curbați, factorul de suprapunere ε γ\u003e 2.
Cantitatea liniară în π
cu cât este mai mică înălțimea circumferinței dinților modulul dintelui circumferențial m t și cantitatea liniară din π
ori mai mic decât înălțimea normală a dinților, se numește modul normal de dinți m n. În acest fel 
și 
Pentru dinții oblici, cu șurub și curbați, după cum urmează din formule, 
Pentru dinți drepți m n = m t.
Deoarece suprafața de divizare și cercul de divizare corespunzător sunt cele de bază în determinarea dimensiunilor dinților, dimensiunile dinților uneltelor cilindrice sunt calculate de modulul divizor normal, numit modulul de unelte de proiectare sau pur și simplu modulul m. modul m - principala caracteristică a dimensiunilor roților dințatelor și a șuruburilor. Modulele de unelte involuntare sunt standardizate în GOST 9563-60 (ST SEV 310-76). Acest standard se aplică la angrenaje cilindrice și conice cu dinți drepți și seturi: cilindrice - valorile modulelor normale, pentru conic - valorile modulelor de împărțire circumferențiale externe.
| Primul rând | 1,0 | 1,25 | 1,5 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Primul rând | 1,125 | 1,375 | 1,75 | 2,25 | 2,75 | 3,5 | 4,5 | 5,5 | 7 | 9 | 11 | 14 | 18 | 22 | 28 |
Lungimea pasului roții dințate πd = zp t = zp n / cos β, de unde cu un diametru de trefilare
unde z - numărul de dinți ai angrenajelor. Pentru transmisie directă ![]()
Din formulele de mai jos rezultă modulul dinților din spate
elicoidal și șurub 
Se numește distanța dintre axele angrenajelor transmisiei cilindrice de-a lungul liniei centrale distanța dintre axe:
unde d w1 și d w2 - diametrul inițial al roților și roților; semnul plus se referă la angrenajul cu angrenaj extern și semnul minus la angrenajul cu angrenaj intern.
Distanțarea la osie a unei unelte cilindrice, egală cu jumătate din diametrul total al roții d 2 și uneltele d 1 cu transmisie externă sau jumătate diferență cu angrenajul intern, este apelată distanța dintre axe:
Lățimea coroanei roților dințate este determinată de una dintre formule 
sau  unde Ps ba = b / a w - coeficient de lățime inel de viteze pe distanța centralăși ψ bd = b / d 1 - raportul lățime de viteze Diametru dantură: Valorile numerice ale acestor coeficienți sunt date în calculul uneltelor dintelui cilindric.
unde Ps ba = b / a w - coeficient de lățime inel de viteze pe distanța centralăși ψ bd = b / d 1 - raportul lățime de viteze Diametru dantură: Valorile numerice ale acestor coeficienți sunt date în calculul uneltelor dintelui cilindric.
Diametrele vârfurilor d a și goluri d f dinți ai angrenajelor cilindrice (a se vedea figura 2): 
unde h a - înălțimea capului dinților;
h f - înălțimea dintelui.
Pentru roțile dințate conice ca secțiunea capătul receptor suprafața secțiunii a conului suplimentar, linia axială care coincide cu linia axială a angrenaj conic și generator de smoală con generatoarea perpendicular (Fig. 4). Profilele dinții angrenaje conice sunt similare cu profilurile prezentate cilindrice imaginare cu lungimi inițiale raze ce formează conuri suplimentare.
Fig. 4Angrenajul angrenajat al angrenajului conic este limitat la capetele exterioare și interioare. În consecință, se disting uneltele conice (figura 4):
- divizarea diametrelor - externe d e medie. d m și alții;
- diametrele inițiale sunt externe d noi, mediu d wm și alții;
- diametrul vârfurilor dinților - extern d ae, mediu mă dați și alții;
- diametrele jgheaburilor dinților sunt d fe medie d fm și altele.
Lungimea conului pas segmentului generatoarea angrenaj conic de la partea sa superioară până la intersecția cu generatoarea conului este numit separator suplimentar diviziune con distanta sau pur și simplu distanța conică R. Sunt externe R e, internă R i și secundar R m distanțele conului delicat (Figura 4).
Pentru angrenaje conice cu dinți drepți ca modul de calcul standard m Dinții primesc un modul de împărțire circumferențiar exterior m te; dimensiuni dinte, precum și diferite diametre de roți dințate este determinat pe capătul exterior, ceea ce este convenabil să se măsoare. Pentru angrenajele conice cu dinți tangențiali (oblici), modulul normal standard m ne. Despartitor dimensiunile inițiale și diametre de angrenaje conice, precum și dimensiunile dinților este determinată de aceleași formule ca roțile dințate cilindrice.
Diametrele externe de divizare a vârfurilor d ae și goluri d fe dinții și distanța fină delicată R e roata conică (figura 4): 
unde δ
- unghiul conului de divizare, adică unghiul dintre axa roții dințate conice și conul de formare care îl formează.
Lățimea dinților dințate 
unde d m1 - diametrul mediu al treptei, a ψ bd = b / dm1 - coeficientul de lățime al angrenajului în conformitate cu diametrul mediu al mijlocului de transmisie, ale cărui valori numerice sunt date în calculul dinților roților dințate.
Diametrul mediu al treptei d m coarneaua conică (figura 4) 
sau m m z = mz-b sin d, de unde modulul mediu dinte 
Cu un diametru infinit de mare al cercului de pas, uneltele se transformă într-o șină, iar profilul dintelui involuntar - într-o dreaptă, convenabilă pentru fabricare și măsurare. Posibilitatea de cuplare a roții dințate involuntare cu șina este de o mare importanță practică, deoarece face posibilă fabricarea unei scule de tăiere a angrenajelor sub forma unei tije cu dinți de formă rectilinie.
Unghiul ascuțit în secțiunea selectată dintre tangenta la profilul dintelui, la un anumit punct (Fig. 5a) și linia cea mai scurtă distanță de-a lungul suprafeței secțiunii transversale din acel punct pe axa roată dințată este numită unghiul profilului dinților sau unghiul profilului α. Disting între α , inițial α w și alte profile ale dinților care corespund punctelor de pe suprafețele coaxiale de separare, inițiale și uniforme.
Fig. 5Profilare dinți evolventă angajarea și instrumente pentru tăierea acestora se efectuează în conformitate cu circuitul de pornire, adică. E. Conturul nominal al dinților rack-planul secțiunii inițiale perpendicular pe suprafața sa parțială. Conturul inițial al angrenajelor cilindrice involute cu un modul m≥1 mm standardizate GOST 13755-81 (ST SEV 308-76) și unelte conice cu dinți drepți - GOST 13754-81. Profilul unuia și al celui de al doilea contur (Figura 5, b) este rectiliniu, amplasat pe aceeași lungime pe fiecare parte a linia mediană aa, de-a lungul cărora grosimea dintelui și lățimea cavității sunt egale. distanță r între profilurile de același nume ale dinților adiacenți, măsurată în paralel cu linia mediană, se numește rack pitch. Se numește jumătate din unghiul dintre laturile dinților rackului de scule unghiul profilului α.
Raportul dintre înălțimea capului dentar și modulul se numește factorul de înălțime al capului dentar h 'a. Raportul dintre clearance-ul radial și modul, marcat cu c ', este numit coeficientul de degajare radială.
În conformitate cu GOST 13755-81 (ST SEV 308 - 76) și 13754-81 (ST SEV 516-77), parametrii circuitului inițial:
Profil unghi α = 20 °;
adâncimea de penetrare a dinților h ω = h 'm m = 2m,
unde h 'ω - factor de adâncime a dinților;
rack pitch p = πm;
dinte factor de înălțime h 'a = 1;
coeficientul de degajare radială pentru angrenajele cilindrice c '= 0,25 (atunci când prelucrați dinții cu un dolbyak și tremură până la c '= 0,35 și până la c '= 0,4 atunci când se mănâncă dinții) și pentru angrenajele conice c '= 0,2;
raza de curbură a dintelui la baza uneltelor cilindrice p f = 0,38m și unelte conice ρ t = 0,2 m.
În conformitate cu GOST 13755-81 (ST 308-76 SEV) și 13754-81 (ST 516-77 SEV) Dimensiuni angajare evolventă normală dinte (figurile 2 și 4.): Înălțimea dinților capului 
înălțimea picioarelor dinților 
dinte înălțime 
Pentru angrenajele cilindrice de mare viteză pentru a reduce impacturile la intrarea și ieșirea din dinți din cuplare și la reducerea zgomotului, trebuie folosit un contur cu tăiere dreaptă (fig.5, c).
Forma profilului dinților evolubi pentru un anumit unghi și modul de profil depinde de număr z dinții (figura 6, a). Cu un număr infinit de mare de dinți, care corespunde unui diametru infinit de mare al cercului de divizare, devine o evolutură în linie dreaptă. Cu o scădere a numărului de dinți, crește curbura profilului involuntabil și, în consecință, grosimea dinților la bază și la vârf scade. În cazul în care numărul z mai puțin decât o anumită valoare limită z min, atunci când dinții sunt tăiați cu un instrument de tip nit (Figura 6, a), rezistența dinților pentru îndoire este redusă semnificativ. Atunci când se taie dinții drepți de angajare involuntară normală cu o unealtă cu tip de nituit, numărul lor minim, la care nu există tăieturi, z min = 17. Pentru a elimina subcotarea dinților de angrenare normală, se aplică angrenaje cu offset. În comparație cu angajamentul involuntar obișnuit, profilele dinte ale angajamentului de dezangajare sunt realizate de alte secțiuni ale aceluiași cerc fundamental care sunt mai avantajoase pentru acest transfer. Utilizarea angrenajelor dințate cu offset nu numai că mărește forța dinților pentru îndoire, ci și mărește capacitatea portantă pentru rezistența contactului, reduce uzura dinților și elimină fenomenul de blocare. În plus, angrenajul offset permite proiectarea angrenajului la o distanță interactivă dată.
Fig. 6Dinții angrenajelor cu offset sunt fabricați pe aceleași mașini și cu aceeași unealtă standard ca și dinții de angrenaj fără prejudecăți. Diferența constă în faptul că atunci când se realizează unelte cu offset, scula este instalată cu o anumită deplasare în direcție radială. În consecință, piesele de prelucrat ale roților cu deplasare au un diametru schimbat.
Deplasarea instrumentului x este determinată de formula ![]()
unde x - coeficientul de deplasare;
m - modulul roții dințate produse.
Coeficientul de părtinire este considerat pozitiv ( x\u003e 0), atunci când scula este deplasată din centrul piesei de prelucrat și negativă ( x<0 ) când scula se deplasează în centrul piesei de prelucrat.
Figurile 6, b prezintă dinții făcuți cu aceeași sculă, dar cu coeficienți de deplasare diferiți. Se poate observa din figura că cu cât este mai mare valoarea coeficientului de polarizare, profilul dinților este mai departe de cercul principal. Aceasta reduce curbura profilului involunta si dintele de la baza se ingroasa, in timp ce la varf este ascutit. Ca rezultat, rezistența la încovoiere și contactul dintelui este mărită.
Cu o transmisie normală a angrenajului (fără prejudecăți) pentru angrenaj și roată, raportul de polarizare x = 0, un astfel de transfer este numit zero.
Sunt utilizate două tipuri de angrenaje cu offset:
1) coeficienții de schimbare a treptelor de viteză x 1, roți x 2 și total x Σ îndeplinesc condițiile x 1\u003e 0, x 2<0
, | x 1 | = | x 2 | și x Σ = x 1 + x 2 = 0;
2) coeficienții de polarizare x 1, x 2 și x Σ satisface condiția x Σ = x 1 + x 2 ≠ 0 (de obicei, x 1\u003e 0, x 2\u003e 0 și x Σ\u003e 0).
La angrenajele de primul tip, înălțimea dinților este constantă, dar raportul dintre înălțimea capului și piciorul dintelui se modifică, iar diametrele vârfurilor și văilor dinților se modifică în consecință. Înălțimea capului și a picioarelor dinților (figura 7, a): 
Cercurile inițiale în transmisiile de acest tip, precum și în cazul uneltelor fără deplasare, coincid cu separatoarele, iar unghiul de angajare nu se modifică. Grosimea dinților roților dințate este mărită prin reducerea grosimii dinților roții. Dar suma grosimilor de-a lungul cercului de divizare al perechii de dinți împerechere rămâne constantă, egală cu pasul dinților. Prin urmare, transmisia angrenajelor se efectuează fără a schimba distanța de transmisie interacțională. Rezistența dinților pinionului crește odată cu scăderea simultană a rezistenței dinților roții. Cu un număr mare de dinți și roți dințate, această unelte nu este foarte eficientă. Această unelte este utilizată numai cu un număr mic de dinți de viteze și rapoarte de transmisie mari.
În transmisiile celui de-al doilea tip, suma grosimii dinților angrenajului și a roții de-a lungul cercului de pas este mai mare decât pasul dinților, astfel încât cercurile de separare nu pot atinge; uneltele trebuie să fie deplasate în afară. Ca urmare, cercurile de separare nu coincid cu cercurile inițiale, înălțimea dinților va scădea și unghiul de cuplare a dinților va crește.
Dimensiunile dinților în această unelte (figura 7, b): înălțimea capului de înclinare al dinților 
înălțimea înălțimii dinților 
dinte înălțime 
unde Dy - coeficientul de deplasare egalizator, care poate fi determinat cu ajutorul nomogramei prezentate în figura 8.
Un exemplu de folosire a unei nomograme.
Suma dinților și roților dințate z c = 64 dinte; raportul total de schimbare a vitezelor și roțile x Σ = l, 75. Determinați coeficientul de polarizare a egalizării Dy. O valoare de 1000 x Σ / z c = 1000 * 1,75 / 64 = 27,4 nomograma corespunde valorii 1000 Ny / z c = 3,69, de aici Δy = 3,69Z c / 1000 = 3,69 * 64/1000 = 0,236.
Al doilea tip de unelte decalate în raport cu primul tip are o serie de avantaje: rezistență ridicată a dinților ambelor roți dințate, posibilitatea de a concepe roata dințată cu o distanță dorită și orice combinație de numere de dinți ai pinionului și roata. Prin urmare, acest tip de unelte are prioritate.
Valorile limită ale coeficienților de polarizare sunt limitate de următorii factori:
- tăierea inacceptabilă a dinților atunci când se taie cu unelte;
- ascuțirea dinților, adică o scădere a grosimii lor de-a lungul circumferinței vârfurilor dinților de sub limita admisă;
- manifestarea interferențelor (introducerea reciprocă) a dinților în timpul funcționării lor;
- scăderea factorului de suprapunere.
În tabel. Sunt oferite factori maximi de deplasare recomandați x 1 și x 2 pentru angrenajele angrenajului extern din condițiile celei mai mari creșteri: rezistența de contact a dinților; rezistența la încovoiere (cu rezistență egală la dinții și roțile din roată din același material); rezistența la uzură și rezistența la lipirea dinților. În acest tabel, valorile coeficienților x 1 și x 2 Având în vedere faptul că grosimea minimă a dinților de-a lungul circumferinței vârfurilor dinților s a ≥0,25m și factorul de suprapunere ε γ ≥1,2. Recomandările pentru alegerea coeficienților de deplasare a angrenajelor involuntare cilindrice sunt prezentate în anexele la GOST 16532-70.
După cum sa menționat deja, fără schimbarea vitezelor și angrenaje alternant primul cerc de tip pas coincide cu cercul pas (vezi. Fig. 2, 4, 7, a), astfel încât aceste roți dințate unghiul de discretizare 
diametrul inițial al pinionului 
și distanța centrală 
Pentru aceste unelte, distanța dintre dividende și cilindric cu angrenaj extern (vezi figurile 2 și 7, a) 
unde z c = z 1 + z 2 - suma dinților dințate z 1 și roți z 2.
Din formula rezultă că modulul dintelui pentru angrenajul elicoidal 
ci pentru cei drepți 
Pentru un tren de viteze cilindric cu deplasarea celui de-al doilea tip (vezi figura 7b), distanța dintre axe a w, unghiul de angajare a tw și diametrele inițiale ale plumbului d w1 și sclavul d w2 Schimbătorul de viteze: 
Diviziv - parametru constant al roții dințate, depinzând numai de modul m și numărul de dinți z roata asta.
Cercul inițial este un concept cinematic și nu există un astfel de cerc pentru o singură roată.
Cercurile inițiale sunt indicate când sunt luate în considerare roțile în ochi. Așa cum am observat deja, aceste cercuri sunt atinse la polul de angrenare și, când roțile se rotesc, se rostogolesc una peste cealaltă fără alunecare. Când schimbați distanța dintre pinionul roții dințate a w (vezi figura 7, b), cercurile de separare nu se modifică și diametrele cercurilor inițiale se modifică proporțional cu schimbarea a w. În consecință, atunci când se schimbă distanța interactivă a angrenajului cilindric, cercurile sale de despărțire nu coincid cu cercurile inițiale. Calcul detaliat parametrii geometrici unelte cilindrice de angrenaje externe involute sunt indicate în GOST 16532-70, iar uneltele conice cu dinți drepți sunt în GOST 19624-74.
Pagina 1
Profilele dinților uneltelor sunt delimitate prin evoluție.
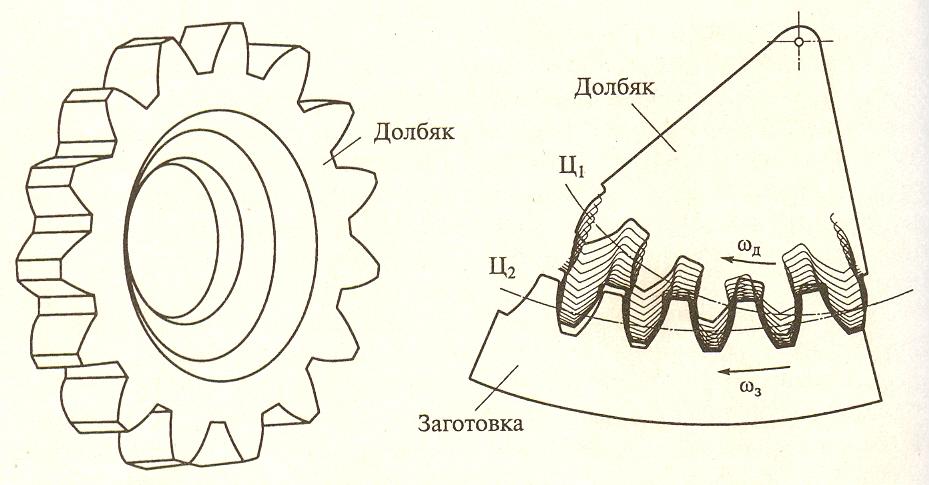
Profilul dinților roții dințate este format prin îndepărtarea materialului cavității cu unelte de tăiere pentru frezare, frezare, așchiere, broșare, forfecare și măcinare. Măcinarea este efectuată de profiluri, discuri sau degete, tăietoare cilindrice sau conice; cu unelte de tăiere pentru tăierea și finisarea uneltelor conice. Masini de slefuire se realizeaza prin incisivi cu o muchie ascutita directa pe masini speciale de taiere a angrenajelor destinate prelucrarii unghiuri conice. Decalarea se efectuează pe mașini de tăiat cu unelte de tăiere cu mai multe lame - un dolbyak. Întinderea se face cu o unealtă specială, iar metoda de formare a dinților roților este rar utilizată.
| Tipuri de unelte. |
Profilele dinților uneltelor sunt delimitate prin linii curbe. În prezent, pentru formarea profilurilor dinte sunt folosite linii, numite involuri.
La construirea profilului dintelui de roți dințate și rafturi drepte folosite curbele: epicicloidă cicloida, hipocicloidă, o evolventă de cerc. În tehnică, alte curbe curbilinii se folosesc: un sinusoid, un cosinus, etc.
Trebuie remarcat faptul că profilul dintelui pinionului este cel mai adesea forma unei valvă a unui cerc.
Rețineți că profilul dintelui roții dințate este cel mai adesea forma unui cerc involuntar.
Pentru a corecta profilul de eroare a dinților roților dințate, rezultate de ras în timpul bărbieritului cu evolventă dreapta, aplica korrigirovanie aparat de ras profil de model special de pansament polizor pentru un dispozitiv de pansament roată. Forma șablonului pentru corectarea profilului este determinată prin măsurarea profilului prelucrat de tremurul roții și reprezentând deviația profilului de la evoluează teoretică. Axa ordonatei reprezintă unghiul de rulare roți Dr, iar abscisa - amploarea abaterilor profilului de la un evolventă teoretic la punctele corespunzătoare. Conform diagramei de abatere a profilului roții, este reprezentat un profil invers pentru corectarea profilului aparatului de ras. Atunci când se construiește un șablon pentru îmbrăcarea roții de șlefuit, este necesar să se ia în considerare raportul dintre brațele pârghiei dispozitivului de umplere.
Lapping numit profil de finisare a dinților dințate prin intermediul șlefuirii și abrazive, fine, pentru a obține o suprafață netedă a dinților, îmbunătățind precizia (nu mai mult de 1 grad), și de a reduce zgomotul atunci când funcționează transmisia. Grind numai roțile dințate întărite.
Atunci când este necesară o mare precizie a profilului dinților roții dințate, se utilizează unelte de frezat cu un număr mare de fluiere. Atunci când se mănâncă unelte precise, se recomandă să se utilizeze tăietoare cu un singur filet pentru finisare.
Pentru a îmbunătăți forma profilurilor dinților roților de roată brută și îndepărtarea găurilor și a burghiurilor de pe roțile întărite, se utilizează rularea. Una dintre roțile de rulare (unitate) primește rotația de la motor. Roata care trebuie prelucrată și celelalte două roți circulate sunt rotite de roata motoare.
Dacă desenul nu este dat profilului dinții de angrenare (a și b) și canelurile evolventă (c), simbolul purității suprafețelor menționate în mod convențional ca suprafață de separare.
Aceasta implică o cerință specifică pentru angrenajele profilului dinților cu un raport constant de transmisie, care este formulat ca lege de legătură de bază: pentru a obține o constantă rapoarte de transmisie profile dinte dințate ale ambelor roți trebuie să fie astfel încât totalul normal să-i în orice punct de contact trece prin pol angajament care împarte linia mediană roții până la o lungime invers proporțională cu viteza unghiulară.
Prin urmare, profilele specifice cerința de dinții roților dințate, cu un raport de transmisie constant: profilele dinții ambelor roți trebuie să fie astfel încât totalul normal acestora la orice punct de contact trece prin pol angajament care împarte linia mediană roții până la o lungime invers proporțională cu viteza unghiulară.
4.2.4.1 Evolvent și proprietățile sale
Așa cum se indică la punctul 4.2.1, profilul dintelui poate fi evidențiat prin linii diferite. În practică, este utilizat pe scară largă involuntare.
transmisie evolventă sunt fabricarea simplă și ușor de dinți, permit, de asemenea posibilitatea de modificări în cadrul anumitor limite de transmisie la distanță interaxiala fără a deranja treptele de viteză corecte discretizare. Profilele dinte ale cuplării involuntare sunt formate din două elemente simetrice.
evolventă - curățarea cercului. Evoluția este obținută prin rulare fără alunecarea n-n normală de-a lungul cercului desfășurat (Figura 4.25). Circumferința pe care se rostogoleste linie dreaptă n-n, este înfășurătoare. Astfel, înfășurătoare- locusul centrelor de curbură ale involutelor, descrise de punctele liniei n-n.
Luați în considerare construcția de valvă. Lăsați un cerc de rază să fie dat R 0 cu centrul în punctul respectiv oh (Figura 4.25). Prin punctul M 0 trageți linia N 0 -N 0 tangentă la acest cerc și vom roti această linie dreaptă fără alunecare. Pentru a construi involuntarul, împărțiți cercul din punct M 0 în egală arc: ◡ M 0 -1 "◡1" -2", ◡2" -3“, etc. Pe linia de la punctul M 0 amânarea segmentelor egale cu arce, adică [M 0 -1] = ◡ M 0 -1 ", = ◡ 1 '-2' etc. Conectăm punctele 1", 2 ", 3" etc. cu centrul unui cerc oh. La razele obținute, tragem perpendicule, adică tangente la cercurile N 1, N 2, N 3. Pe ele vom amâna segmente: pe prima tangenta din punct 1" aminați segmentul [M 0 -1] - obținem punctul M 1; În cea de-a doua tangent am amâna [M 0 -2] din punct 2" - obținem un punct M 2; pe cea de-a treia tangentă, compunem intervalul [M 0 -3] din punct 3" - obținem un punct M 3 și așa mai departe. Prin conectarea punctelor obținute printr-o linie netedă, obținem o evoluează a cercului.
4.2.1.4 Proprietățile involuntare
1. Normala trasă la profilele conjugate construite de involuntare trece întotdeauna prin polul de cuplare r.
2. Normala trasă la orice punct al valului este tangentă la cercul desfășurat (R b 1, R b 2).
3. Pe măsură ce raza cercului principal R crește, involuntarul își pierde gradual curbura; în limita R b 1 → ∞, conturul devine o linie dreaptă.
Figura 4.25 - Construirea unui val
Astfel, normalul trebuie să atingă profilele contigue și să treacă mereu prin pol r. Din aceste proprietăți rezultă că Încărcarea înclinată asigură un raport constant.
Curentul la cerc este tras la un unghi α. Funcția unghiului α se numește funcția involută (involuta) și este abreviată. Involuția unghiului α este egală cu unghiul J:
unde J este vectorul de rază O1 al oricărui punct al evoluatorului, este determinat de formula
J = tgα - α.
Funcția obținută este utilizată pentru determinarea analitică a vectorului de rază. Din motive de confort, tabelele inva sunt compilate pentru diferite valori ale unghiului α.
4.2.4.2. Elemente geometrice ale pinionelor
Termenii, definițiile și simbolurile referitoare la geometria și cinematica tipul de viteze cu un raport de transmisie constant, prevăzut cu GOST 16530-83, dinte angrenaje cilindrice - GOST 16531-83 si danturat angrenaje conice - GOST 19325-73. Termenii și denumirile de bază ale elementelor referitoare la geometria angrenajelor sunt prezentate în Figura 4.26.
Așa cum am menționat mai sus, cele două profiluri care se pot îndoi reciproc sunt conectate la punctul de stâlp r. Se apelează profilurile a două roți circulare care se ating de punctul p și rola fără alunecare cercuri inițiale . Radiunile acestor cercuri sunt notate cu R W 1 și R W 2. Indicele " 1 "Apare la prima roată (unelte), iar indexul" 2 Aparține celei de-a doua roți.
Înălțimea dintelui h roata constă din capete de dinți h a și picioarele dintelui h f :
h = h o+ h f. (4.24)
Se numește un cerc care împarte dintele într-un cap și picior smoală (Figura 4.26). Raza sa este notată cu R 1, R 2 și se calculează cu formula:
R 1 = mz 1/2, R2 = mz 2/2 = ( mm), (4.25)
unde z 1, z 2 - numărul de dinți și roți dințate; m este modulul de legătură.
modul - principala caracteristică a dimensiunilor roților dințatelor și a șuruburilor. Modulele de unelte involuntare sunt standardizate în GOST 9563-60 . Pentru roțile care sunt activate, modulul este întotdeauna același! Dinții roților sunt tăiați pe mașini speciale cu o unealtă de tăiere, a cărei dimensiune și formă depind de mărimea modulului. Prin urmare, două seturi de module sunt instalate de GOST, la care modulele obținute prin calcul trebuie să fie rotunjite:
1 rând: 1,0; 1,25; 1,5; 2,0; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25.
2 rânduri: 3,5; 4,5; 5,5; 7; 9; 11, 14, 18, 22, 28.
Primul rând este preferabil celui de-al doilea rând.
Modulul arată de câte ori numărul π este stivuit într-un pas P
m = P / π = (mm). (4.26)
Este numită distanța de-a lungul cercului de separare dintre aceleași puncte ale doi dinți învecinați etapa de legare P
P = π m = (mm). (4.27)
Pasul constă, de asemenea, din grosimea dintelui și din lățimea cavității
P = S + e = (mm), (4.28)
unde S - grosimea dinților de-a lungul cercului de divizare, e - lățimea cavității.
Deoarece pasul este măsurat în mm, prin urmare, modulul are dimensiuni în mm.
În plus față de pasul de-a lungul cercului de divizare, există și un pas de-a lungul cercului inițial, un pas de-a lungul cercului principal etc.
Pentru intercalarea standard (zero), înălțimea capului dinților este egală cu modulul: h o= m, iar înălțimea piciorului dentar este h f = 1,25m.
Apoi, înălțimea dintelui va fi
h = 2,25m.
Radius, care leagă dintele, a sunat raza circumferinței proeminențelor R a (Figura 4.26):
Ra1 = R1 + m, Ra2 = R2 + m. (4.29)
Se numește cercul detașabil, cu care este construit evolventul baza R b
Rb 1 = R 1 cos a, Rb 2 = R 2 cos α, (4.30)
unde α este unghiul de legătură.
Unghi de angajament α - unghiul dintre linia de cuplare AB și linia dreaptă perpendiculară pe linia mediană. Pentru legătura standard (zero) α = 20 о.
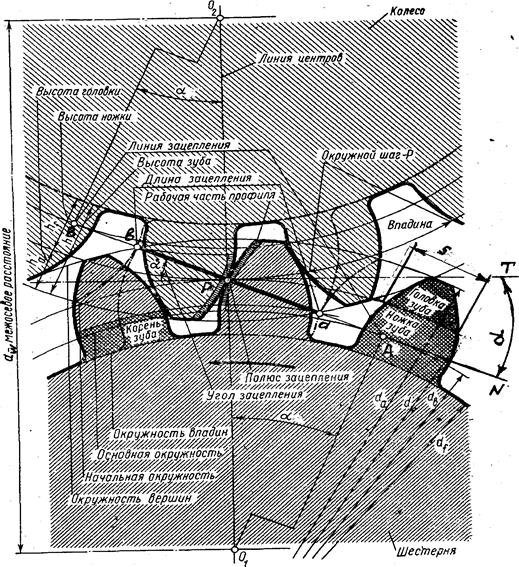
Figura 4.26 - Elementele geometrice ale roții dințate
Se numește raza care limitează cavitatea roții raza circumferinței depresiunilor Rf
Rf1 = R1 = 1,25 m, Rf2 = R2 = 1,25 m. (4.31)
Pentru un standard (zero) raza angajamentului cercului de pas coincide cu raza terenului (RW = R), grosimea dintelui este depresia și lățimea egală cu jumătate din teren (S = e = 1 / 2P) și, așa cum sa menționat mai sus, înălțimea unui cap de dinte este modulo (ha = m), unghiul de angajare este α = 20 °.
Atenție vă rog! În Figura 4.26, în loc de raze, sunt indicate diametrele roților.
Distanța de la centru la centru se calculează de la formula (4.16).
4.2.4.3. Construirea unei unelte externe involute
După calcularea dimensiunilor elementelor dantură (formulele 4.16, 4.24-4.31 și formulele din Tabelul 4.2), amânarea distanței interaxiale o W. Din punct Aproximativ 1 tragem raza cercului inițial al uneltei R 1 și din punct Aproape 2 Este raza cercului inițial al roții R 2. Punctul de tangență al acestor cercuri va da polul de legătură r (Figurile 4.26, 4.27). Construim toate cercurile rămase: din punct Aproximativ 1tragem raze cu indexul " 1 »Dar din punct de vedere Aproape 2 - toate razele cu indicele " 2 “. Prin pol, tragem o tangenta la cercurile principale R b 1 si R b 2. Determinați punctele de tangență. Pentru aceasta, noi omitem din puncte Aproximativ 1 și Aproape 2 perpendicular pe tangente și marcarea punctelor: pe cercul R b 1 - punctul A, pe cercul R b 2 - punctul B. Segmentul AB – linia de ochiuri.
Construim evolventul roții 1, care descrie punctul P AB direct atunci când se rostogolește de-a lungul cercului principal. Segmentul [AP] este împărțit în părți egale (în acest exemplu, cu 4). Obținem puncte 1, 2 și 3. cerc de bază cu arc din punctul A spre dreapta se împarte aceeași porțiune (= e3 ¢ A; = e2 ¢ 3 ¢ ;. = e1 ¢ 2 ¢ După punctele 1 ¢, 2 ¢, și 3 ¢ perpendiculara spre polul la razele corespunzătoare La 1 1 ¢, О 1 2 ¢ și О 1 3 ¢, pe care lăsăm segmentele =, =, = Conectarea punctelor obținute P, 1 ¢¢, 2 ¢¢, 3 ¢¢curba netedă, obținem partea involuntară a piciorului roții (partea stângă a dintelui). Pentru a construi partea inferioară a piciorului roții de care aveți nevoie din punct 1 ¢ trageți o linie paralelă cu distanța interaxiană față de raza circumferinței depresurilor și, la sfârșit, se rotește prin clema radială. Construim contravaloarea capului dintelui roții. Pentru a face acest lucru, la stânga punctului A Pe linia de angajament AB amânăm două segmente identice, egale cu segmentul. Obținem puncte 5 , 6 . De asemenea, punem și segmente similare pe cercul fundamental din punct de vedere A la stânga. Obținem puncte 5 ¢ și 6 ¢. În viitor, realizăm construcții similare până când ultimul punct este obținut în afara razei circumferinței proeminențelor R a.
Distanța radială c -distanța dintre cavitatea unei roți și partea superioară a celeilalte, adică:
c = a W-Ra1-Rf2 = un W-Ra2-Rf1 = 0,25m.
Dacă această distanță nu este susținută, capul dintelui unei roți se va tăia în dintele celuilalt.
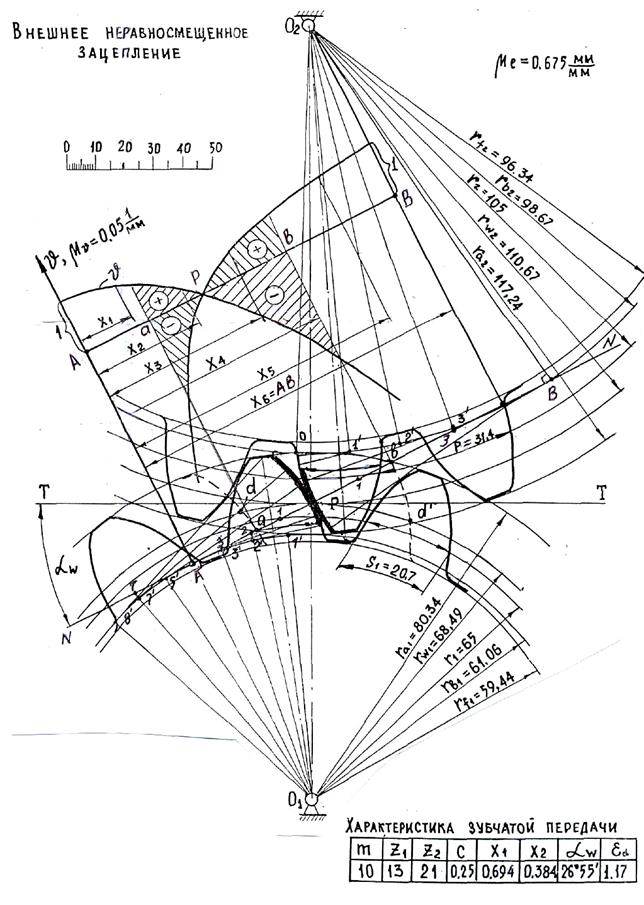
Figura 4.27 - Construirea unei imagini a unei inegalități externe
angajament
Pentru a construi partea stângă a dintelui, trebuie să vă retrageți de la punct C grosime de dinte S 1 la divizorul cerc, obținem punctul D. Împărțim CD-ul cu arc în jumătate, obținem axa simetriei dintelui. A doua jumătate (din dreapta) a dintelui poate fi construită prin două metode. Prima metodă: petrece câteva perpendicular pe axa de simetrie a dintelui și le-a pus pe partea stângă a distanței măsurate. A doua metodă: de la hârtie tare (carton) tăiați jumătatea stângă a dintelui și, întorcându-l, construiți jumătatea dreaptă. Pentru a construi cel de-al doilea dinte, trebuie să întârzieți pasul r de la mijlocul primului dinte de-a lungul cercului de divizare. Apoi, de asemenea, prin șablon sau construcție geometrică, construiți un al doilea dinte. Este necesar să trageți trei dinți de fiecare roată. Este important să se mențină pitch și grosimea dintelui atunci când se construiește.
Pentru cea de-a doua roată, construcția a 3 dinți se realizează în mod similar.
Avantajele tracțiunii involuntare. 1). Raportul de transmisie în timpul mișcării profilurilor este constant. 2). Raportul de transmisie nu depinde de variația distanței axei.
4.2.4.4 Linia de angajament. Arc de angajament. Coeficient de suprapunere
Dacă uneltele sunt informate despre rotație, profilurile se vor atinge în diferite puncte și punctul de angajare își va schimba poziția pe planul fix. Se numește locul geometric al punctelor de tangență pe un plan fix linie de angajament . Linia de legătură este notată cu AB și este construit în conformitate cu punctul 4.2.4.3.
Deoarece profilurile angrenajelor sunt limitate de circumferința capului, linia de cuplare este utilizată parțial. Se numește o parte a liniei de legătură situată în interiorul acesteia linia activă de implicare (segment aB ). Construcția liniei active constă în trecerea liniei de îmbinare AB cu circumferințele proeminențelor Ra1, Ra2.
Utilizarea punctelor șiși în, pot fi găsite pe profilele punctului E și F, conjugat cu punctele din capul dintelui roții vecine. Piese EG și FH profilurile sunt secțiunile de lucru ale dinților. În afara acestor segmente, nu are loc nici un angajament și, prin urmare, suprafața laterală în aceste părți poate fi limitată la o curbă arbitrară. Și așa, profilul de lucru al dintelui - o parte a profilului dintelui, care este implicat direct în angajament. Pentru construcția sa, este necesar să se traseze un arc de rază O înaintea intersecției cu profilul dinților celei de-a doua roți, care este conjugat cu profilul dinte al roții 1. Se obține un punct E. În mod similar, profilul de lucru al dintelui pinionului (punctul F).
Dacă reprezentăm poziția a două profiluri conjugate la începutul și la sfârșitul legăturii, atunci pe cercurile inițiale se pot marca punctele a 1, a 2 la începutul angajamentului și a punctelor a 1, a 2 la sfârșitul angajamentului. Se pare arc de angajament - o parte a cercului inițial în timpul angajării unei perechi de dinți. Pentru a găsi arcul liniei, este necesar de la capetele profilului de lucru (din punctele E și F) în direcția concavității involuntare pentru a trage tangente la cercurile de bază R b 1 și R b 2. La intersecția acestor tangente cu razele cercurilor inițiale R W 1 și R W 2, punctele a 1, a 2 și în 1, în 2, delimitând arce de legătură. Lungimea arcului de cuplare este exprimată în raportul dintre lungimea liniei active de legătură av și unghiul de angajare α:
ℓ K = ℓ AB / cos α. (4.32)
angajarea lungimea arcului trebuie să fie întotdeauna mai mare decât (K ℓ\u003e F) pas, în acest caz, transmisia funcționează continuu, fără probleme, fără șoc:
ℓ К / Р\u003e 1. (4.33)
Continuitatea funcționării angrenajului trebuie asigurată prin suprapunerea unei perechi de dinți cu cealaltă, i. E. perechea următoare de dinți trebuie să se angajeze înainte ca perechea anterioară a dinților să se angajeze. În acest caz, cel puțin o pereche de dinți vor fi implicate în același timp. Cele mai multe perechi de dinți sunt simultan angajați, cu atât mai mult va fi lucrarea trenului de viteze. Netezimea muncii este estimată de coeficientul de suprapunere - raportul dintre lungimea arcului și treapta:
ξ = 1 K /P = 1 av/πm cosα. (4.34)
Având în vedere cele de mai sus, obținem următoarele limite ale factorului de suprapunere pentru angrenarea externă involută:
1,1 ≤ ξ ≤ 2 .
Factorul de suprapunere poate fi, de asemenea, calculat utilizând următoarea formulă:
 (4.35)
(4.35)
unde α w este unghiul real de cuplare, α este unghiul standard de angrenare. Pentru linia zero (standard) α w = α = 20 0.
4.2.4.5 Coeficient de alunecare specifică a dinților
În timpul cuplării celor două profiluri developat observate nu numai de rulare profil pe profil, dar, de asemenea, lor de alunecare una împotriva celeilalte. Ca urmare, forțele de frecare apar pe secțiunile profilelor de lucru. Acest lucru afectează uzura dinților, reduce rezistența la uzură a angrenajului și agravează performanța trenului de viteze. Pentru a evalua alunecarea reciprocă a profilurilor dinte, utilizați conceptul coeficientul de alunecare relativă a dinților λ – raportul dintre viteza de alunecare a punctelor de contact ale dinților și componentele tangente ale vitezelor punctelor de contact ale profilelor conjugate:
λ = υ ck / υ t.
Coeficientul de alunecare specific J legat de raportul relativ X alunecare de U. viteze valoare a raportului La calcularea coeficienților trebuie amintit că, dacă roțile sunt diferite, dinții o roată mai mare Angajați-vă în U de ori mai puțin decât dinții unei roți mici.
Datorită acestui fapt pentru prima roată, J 1 = λ 1, iar pentru al doilea, J 2 = λ 2 / U 12.
Coeficienții alunecării specifice se calculează prin formule
J1 = 1 - [(AB-x) / (x1212)]
J2 = 1 - [(xU12) / (AB-x)] (4,36)
unde AB este linia de legătură; x este distanța de la punct A tangența liniei de întindere la cercul principal al primei roți, măsurată în direcția punctului În. Diagrama coeficienților de alunecare specific este construită la scala selectată μ J (Figura 4.28).
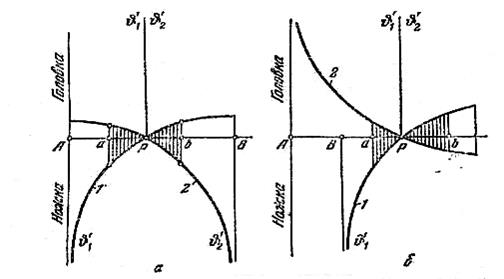
și- diagramă pentru angajarea externă;
b - diagrama pentru legarea internă.
Figura 4.28 - Diagrama specifică pentru alunecarea dinților
Figura 4.28 prezintă schematic curbele de variație ale coeficientului de alunecare specifică. Linia teoretică de plasare este reprezentată de-a lungul abscisei AB. Pe axa ordonată sunt reprezentați coeficienții de alunecare specifici J 1 și J 2, care sunt calculați din formulele (4.36). Secțiunile curbelor situate deasupra axei de abscisă se referă la capetele dinților și zonele situate sub axa absciselor la picioarele dintelui. Pentru a evita pierderile mari de alunecare în profiluri și pentru a reduce uzura lor, linia activă a ochiurilor de plasă aBar trebui să fie situate în zona coeficienților de alunecare relativ mici (zona umbrită în Figura 4.26 și 4.27).
4.2.4.6 Metode de prelucrare a angrenajelor cilindrice
Această secțiune este bine acoperită în surse și. Vom examina pe scurt metodele de bază ale procesării profilurilor evoluează, deoarece această întrebare este strâns legată de teoria profilaxiei dinților.
Pulverizatoare cu profil involuntare dinții sunt tăiați pe mașini speciale de tăiat angrenaje prin două metode: metoda de copiere și metoda de rulare.
1. Metoda de copiere. Dinții roții tăiate sunt tăiați pe mașina de frezat cu un cuptor cu formă specială sau un disc de tăiere. Muchia tăietoare a tăietorului are o formă de canelură între dinți. Rotirea, cuțitul se deplasează în direcția suprafeței laterale a dintelui. Pentru fiecare cursă a tăietoarei de frezat de-a lungul axei roții, se taie o singură cavitate. Apoi, mașina de tăiere se întoarce în poziția sa inițială, iar roata tăiată se rotește cu un unghi β = 2π / z (Figura 4.29, a, b). Precizia acestei metode de realizare a roților este scăzută datorită distorsiunii posibile a profilului frezei, inexactității piesei de prelucrat și a configurării sculei și inexactității diviziunii. Aplicați astfel de roți pentru transmisii de viteză mică și cu viteză medie.
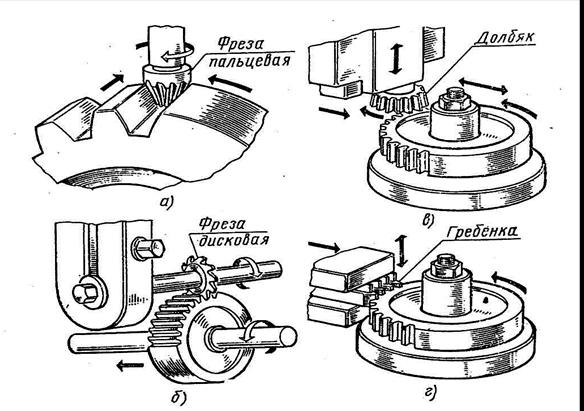
și- cu o moară de deget, b - cu un disc de tăiere;
în - o trompetă; g - cu gheare de instrumente (pieptene).
Figura 4.29 - Tăierea roților dințate
2. Metoda de rulare. Instrumentul de tăiere este o roată dințată cu precizie. Dolbyak efectuează mișcarea translațională în paralel axa x-x a roții tăiate (figura 4.29, în). În același timp, roata și burghiul sunt rotite cu același raport de viteze unghiulare, ca și cum ar fi în plasă. Se pare că burghiul rulează peste roata tăiată. Această metodă poate fi tăiată, iar roțile cu angrenaj intern.
Metoda de spargere este cea mai comună și mai bună metodă. Această metodă se bazează pe proprietățile de contracție a profilelor conjugate. Avantajele metodei break-in sunt: universalitatea instrumentului, adecvată pentru fabricarea uneltelor de un singur modul din toate numerele dintelui; o mai mare acuratețe a redării profilului; simplitatea de fabricație și un grad ridicat de precizie a sculei, posibilitatea de a realiza roți cu un inel exterior și unul interior.
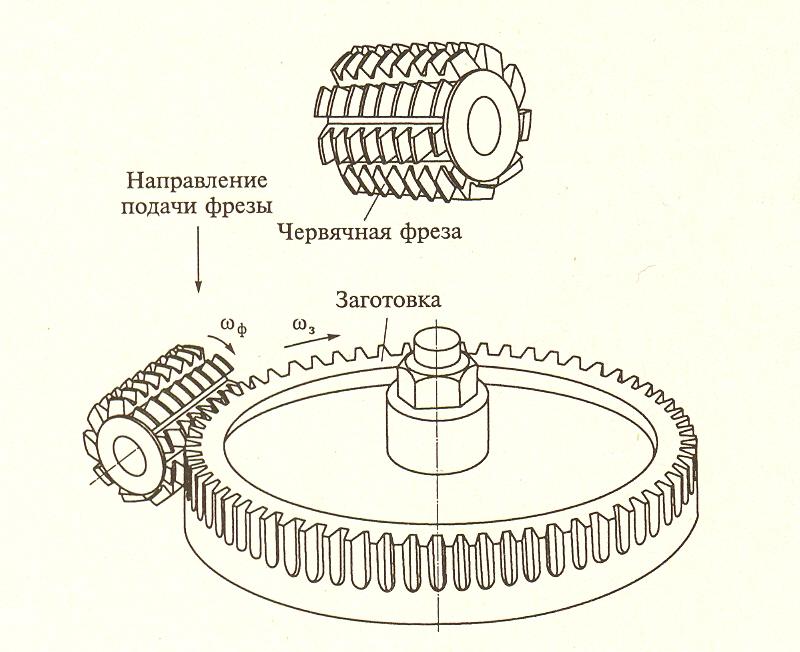
Metoda de rulare poate fi tăiată cu un suport de scule (pieptene) și cu un dispozitiv de tăiat vierme (Figura 4.29, g).
De asemenea, roțile pot fi fabricate prin turnare și ștanțare. De obicei, aceste metode sunt folosite pentru a realiza roți din materiale nemetalice.
4.2.4.7 Tăierea profilelor dinților în timpul fabricației.
Numărul minim de dinți de roată mică
În timpul fabricării roților dințate prin rularea de multe ori se dovedește că șeful tăieturile instrument de tăiere în piciorul să fie tăiat roata dinte. Ca rezultat, piciorul dintelui este tăiat, adică mai subțire decât capul dintelui (Figura 4.30, 6 ). Există un fenomen de recoltare. Când se taie, dintele este slăbit. În același timp, o parte a conturului care formează profilul piciorului dintelui este tăiată. Prin urmare, subcotarea nu este de dorit în fabricarea uneltelor.
Luați în considerare fenomenul de subcotare atunci când tăiați o roată cu o bandă de sculă (Figura 4.30, în).
și- dintele drept; b - Dintele tăiat;
în - Fenomenul de tăiere la tăierea unei roți.
Figura 4.30
Pentru un infinit de mare cerc de viteze diametru este transformat în șina, și un profil evolventă dinte - o linie dreaptă, ușor de fabricat și de măsurare. Posibilitatea de a se angaja unelte evolventă cu cremaliera este de o mare importanță practică, deoarece permite de a produce scule de tăiere în formă de șină, cu dinți formă dreaptă.
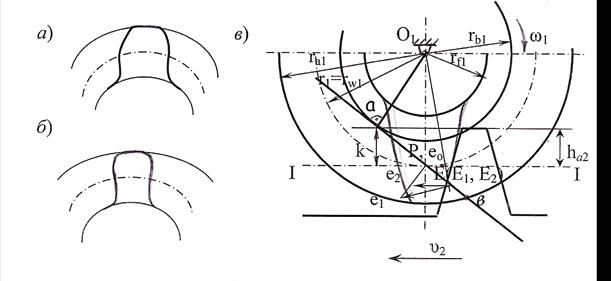
Atunci când se taie o roată cu o bandă de scule, se păstrează toate proprietățile de îmbinare a profilelor de împerechere. Pentru pinion de discretizare angajament pol P obținut la punctul inițial de tangență cerc r w roata 1 și linia cremalierei I-I. Dintele roții este construit în conformitate cu regulile de angrenare în lichid (secțiunea 4.2.4.3 din acest capitol). Linia de legătură va avea doar un punct limită - punctul și, care este cuprins între circumferința vârfurilor roții R a 1 și topuri drepte. Că a fost angajat, este necesar ca implicarea activă a liniei este mai mică sau egală cu linia de angajament, adică aB ≤ AB. Dacă acest lucru nu se întâmplă, i. E. aB >AB, atunci legea de legătură nu este satisfăcută.
Luați în considerare fenomenul de subcotare. Presupunem asta aB = AB, apoi punctul și va fi ultimul punct de legătură. Viteza tijei u 2 este întotdeauna constantă. Orice punct situat sub punctul și pe roata dințată, are o viteză mai mare decât viteza șinei, deoarece raza de contact crește. De mai sus și Viteza roții scade în funcție de viteza șinei; raza scade (υ 2\u003e υ 1). Prin urmare, suportul este împins pe roată mai rapid decât punctele deasupra punctului și, se apropie de calea ferată. Capul dintelui este mai mult decât dintele roții ( h a 2\u003e h f 1), și, prin urmare, rake taie în roată. Acesta este modul în care sunt tăiați dinții. Fenomenul de trunchiare în teoria comportării este intersecția circumferinței vârfurilor unei roți atunci când se taie linia de cuplare nu mai departe decât AB.
Vom clarifica problema celui mai mic număr de dinți dintr-o roată mică, sub care nu va mai exista o recoltă. Marcați punctul E - punctul de contact dintre roată și șină. Indicele "1" aparține roții, iar indexul "2" - rafturi. Apoi la punctul E vor fi două puncte: punctul E 1, aparținând roții; și punctul E 2 aparținând rack-ului. Segmentul este vectorul de viteză al roții și este vectorul de viteză al șinei. Observați punctul k, pentru aceasta omitem perpendicularul din punctul a pe linia de divizare a șinei I-I. Observați înălțimea capului rack-ului h a 2. Pentru a evita tăierea dinților, este necesar ca înălțimea capului capului rack-ului h a 2 a fost mai mică sau egală cu intervalul [ ak] și că viteza șinei este mai mică decât viteza roții, și anume:
h a 2 ≤ [ak], υ E2< υ Е1 . (4.37)
Luați în considerare triunghiurile Δ PO 1 E și Δ Ea 1 e 2, ∆Rak și Δ O 1 aP - sunt similare în două părți reciproc perpendiculare:
∆PO 1 E ~ ∆Ea 1 e 2, ΔRak ~ ∆O 1 aP.
Din triunghiul ΔRak avem [ ak] = [aP]sinα, de la Δ O 1 aP noi avem aP = [O 1 P]sinα. În primul rând, înlocuim formula 2, obținem:
[ak] = [O 1 P]sin 2 α. (4.38)
Conform condiției (4.37), ak = h a 2. Pentru implicarea standard h a 2 = m. Figura 4.27 arată că Aproximativ 1 R = R 1. Apoi expresia (4.38) are forma:
m= R 1 sin 2 a. (4.39)
Raza cercului de divizare se calculează de la formula (4.25): R 1 = mz 1/2. Prin urmare, obținem următoarea expresie, ținând cont de condiția (4.37):
z 1 min ≥ 2 /sin 2 α ≥17 . (4.40)
Pentru legătura standard α = 20 °.
Formula (4.40) prevede: Pentru implicarea standard (zero), pentru a evita tăierea dinților, este necesar ca numărul de dinți ai roții mici să fie cel puțin 17.
După calcularea tuturor dimensiunilor elementelor de angrenare, continuăm să trasăm angrenajul.
|
Parametrul rețelei |
d 1 |
d 2 |
dîn 1 |
dîn 2 |
S 2 |
a w | ||||||||
|
Dimensiune în scară, mm |
Exemplu de calcul al parametrilor de angrenare
Profilele dinților sunt reprezentate în următoarea secvență:
1. În desen, într-un unghi arbitrar se compune linia de centru O 1 O 2. Lungimea liniei mediane este egală cu distanța interaxial O 1 O 2 = a w.
2. Din capetele segmentului (linii centrale), lăsăm cercurile inițiale d w1 și d w2. Cercetele inițiale d w1 și d w2 se ating reciproc la polul P.
3. Lăsăm la o parte și construim cercurile principale d1 și d2.
4. Construcția evolului roților 2.
4.1. De la polul P la cercul principal tragem tangenta RA.
Interval AR (.. A se vedea figura) se împarte în patru părți egale (AB = BC = CD = DP) și de la punctul B pentru a fixa raza arcului r = BP să se intersecteze într-un punct P 1 cu cercul de bază; apoi AP1 = AP.
4.2. După aceea, segmentul AP din nou împărțită la un număr arbitrar de părți egale cu lungimea de 15 ... 20 mm (numărul de diviziuni, este recomandabil să se ia o chiar, de exemplu, 8). Arcul AP 1 este de asemenea împărțit în mai multe părți egale (P 1 1 "= 1" 2 "= 2" 3 "= ...).
4.3. Puncte 1 "; 2"; 3 "... conectați-vă cu centrul O 2.
4.4. Prin punctele 1 "; 2"; 3 "... tragem perpendiculare pe raza O 2 1 corespunzătoare"; O 2 2 ", O 2 3" ....
Pe perpendiculare (se atinge cercul principal), se compară segmentele 1 "1" "; 2" 2 ""; 3 "3" "..., respectiv, egale cu segmentele P1; P2; P3 ....
4.5. Puncte de conectare P 1; 1 ""; 2 ""; 3 "" ... o curbă netedă, obținem o parte a involuntare a celei de-a doua roți.
4.6. Pentru a continua construcția profilului dinților celei de-a doua roți, amânăm și construim circumferințele proeminențelor și jgheaburilor dinților celei de a doua roți. Trebuie remarcat faptul că raza circumferinței depresiunilor poate fi mai mare, egală și mai mică decât raza r din cercul principal. Aceasta depinde de numărul Z al dinților roții și de coeficientul de polarizare x. În cazul nostru, d\u003e 2\u003e d f2
4.6. Pentru a finaliza construcția de valvă a celei de-a doua roți, introducem puncte suplimentare 8 și 9. Punctele 8 și 9 sunt așezate în sens invers acelor de ceasornic din punctul A.
Folosind metoda descrisă mai sus, găsim punctele 8 "" și 9 "". Finalizăm construcția conturului celei de-a doua roți.
4.7. Profilul piciorului la baza dintelui poate fi construit într-o manieră simplificată. Dacă r f< r в, то от основания эвольвенты до окружности впадин проводят радиальный отрезок, а затем у основания зуба делают закругление радиуса 0,2m. Упрощенное построение профиля ножки зуба не отражают истинного его очертания, а является только чертежным приемом.
5. Construim cercul de separare al roții 2 și obținem punctul D al intersecției sale cu valva.
Din punctul D pentru a amâna roata cercului de pas 2 (folosind construcția prezentată mai sus) arc: stânga DE, dreapta DF, fiecare egală cu lungimea pasului p. Din punctul E, D, F a lăsat să amâne (folosind aceeași clădire) arc ER, DM, FH, fiecare egală cu grosimea S a dintelui pe cercul smoală.
Împărțiți arcele DM, FH, ER la jumătate în punctele T, Y, Q. Conectăm aceste puncte cu centrul O2, obținem axa de simetrie a dinților. După aceea, am tăiat șablonul dintelui semiluminat din hârtie solidă, pe care o folosim pentru a construi dinții rămași. Obligatorie este construirea a trei dinți - primul, al cărui profil este construit de puncte și două, situate la dreapta și la stânga primului.
În mod similar, construim trei dinți pentru o altă roată.
6. Atunci când trasați profilele dintelui, rețineți următoarele: prezența unui gol pe partea activă a liniei de angajare dintre profilele care intersectează liniile de cuplare indică faptul că desenul nu este executat corect.
Exemple de erori:
Calculul geometric al transmisiei angrenajelor se efectuează cu condiția ca numărul de dinți z 1 și z 2 , iar modulul de transmisie este cunoscut m (obținută din calculul dinților pentru rezistență).
r= mz/2 este raza cercului de divizare(pentru roțile zero, cercurile inițiale coincid cu cele care se împart).
Diviziv Este cunoscut un cerc pentru care modulul are o valoare standard. Unghiul profilului pentru punctul de intersecție al profilului lateral al dintelui cu cercul de divizare din țara noastră este de 20 ° conform GOST. Cercul de divizare este baza pentru măsurarea tuturor parametrilor geometrici ai roții dințate. Dividendul și cercul inițial pot coincide, dar au o diferență fundamentală. O singură roată are un cerc de divizare, dar nu există cercuri inițiale. Cercul de separare caracterizează o roată cu care este conectată; Diametrul cercului pitch al acestei roți este neschimbat. Diametrele cercurilor inițiale depind de distanța dintre centru și centru; acestea pot fi determinate numai dacă cele două unelte sunt activate.
p = m - pitch de-a lungul cercului de divizare (distanța dintre aceleași puncte ale doi dinți vecini, obișnuită pentru ambele roți).
S= p / 2 = m/2 - grosimea dinților de acțiuni. cerc (pentru o roată dințată obișnuită) .
r o = r + h o = mz/2+ fm= m/2(z+2) este raza circumferinței proeminențelor,
unde h și - înălțimea capului dentar, h și = fm, unde f este factorul de înălțime al capului dinților, f = 1 pentru roțile normale; f = 0,8 pentru roțile scurtate).
r f = r - h f = mz/2 – 1,25 m= m/2(z-2,5) este raza circumferinței depresiunilor,
unde h f - înălțimea dintelui, h f = fm+ c 0 m=1,25 m, unde c 0 = 0,25 este coeficientul de clearance radial.
h = h o + h f =2,25 m – dinti inaltime (pentru orice număr de dinți pentru un anumit modul, înălțimea dintelui va fi aceeași; nu depinde de numărul de dinți, dar depinde de modul).
r b = r cos = r cos 20 =0.94 r - raza cercului principal,unde = 20 este unghiul profilului racletei.
Parametrii de bază ai transmisiei normale(tăiat fără schimbarea barei de scule) z i 17: o = r 1 + r 2 =( m /2)( z 1 + z 2 ) - Distanța de la centru la centru.
Fig.17 Parametrii rotative de rotire
Decuparea sau interferența, va apărea atunci când linia reală de implicare se extinde dincolo de teoretică. Acest lucru depinde de numărul de dinți ai roții tăiate (cu z 17) .
x =(17- z)/17 - coeficientul de deplasare a rack-ului.
c = xm - magnitudinea trecerii absolute a șinei.
o w = un cos / cos w = 0,5m ( z 1 + z 2 ) cos20 / cos w .
Valoarea unghiului de angajare în ansamblu folosind formularele involutas ale unghiului de angajare:
Invatis = Inv20 + + 2 ((x1 + x2) / (z1 + z2)) tg20o.
r eu = m z eu /2 - razele cercurilor de separare;
r bi = r eu cos - raza cercurilor de bază;
r w 1 = r b 1 / cos w ; r w 2 = o w - r w 1 - razele cercurilor inițiale;
r fi = r eu -1,25 m + x eu m - razele circumferințelor văilor;
r ai = o w - r fi -0,25 m – razele cercurilor de vârfuri;
S eu = p /2+2 x eu m tg - grosimea dinților de-a lungul cercului de divizare
h =2.25 m Înălțimea dinților.
Metode de tăiere a uneltelor
Roțile cu roți dințate cu un profil dinți evolubili sunt de obicei tăiate în mașini speciale de tăiere a angrenajelor prin două metode: 1) copiere, 2) rupere.
Metoda de copiere constă în faptul că muchia tăietoare a discului de frezat (disc sau deget) are un contur între dinți și suprafața laterală a dintelui este evolventă. Atunci când fabricați roata dințată în acest fel, o cavitate este tăiată în piesa de prelucrat într-o singură trecere a tăietorului. Apoi, piesa de prelucrat se rotește în treapta unghiulară, iar cavitatea următoare se taie etc. Această metodă este neproductivă, necesită o gamă imensă de instrumente de tăiere a angrenajelor și este utilizată în principal pentru producția individuală, la scară redusă sau pentru reparații.
Metoda de rulare este faptul că unealta de tăiere (tijă sau dollyak) și piesa de prelucrat au o mișcare relativă care ar avea două angrenaje în cuplarea corectă.
Pentru a tăia dinții roților involute, folosind metoda de spargere, se folosesc trei tipuri de scule: șine de scule, tăietoare de vierme și gropi. tăiere bara de instrumente - metoda cea mai exactă de fabricare a roților involuntare datorită simplității profilului sculei. Dezavantajele metodei sunt productivitatea scăzută din cauza existenței inactiv și complexitatea mașinii, cauzată de necesitatea de a furniza instrumentului o mișcare plată complexă.
Astfel de deficiențe sunt lipsite de metoda de tăiere prin intermediul unui tăietor de vierme, care este un cilindru cu dinți elicoidali aranjați de-a lungul liniilor elicoidale; Pentru a forma marginile de tăiere și pentru a asigura ieșirea chipsurilor, răsucirile sunt intersectate de canelurile longitudinale ale cipului. Procesul de tăiere se realizează în mod continuu datorită mișcării de rotație a tăietorului de frezat și a piesei de prelucrat. Datorită formei mai complexe a sculei, precizia roților tăiate de cutter este mai mică decât atunci când se taie cu un suport de scule. Cu toate acestea, ambele metode nu sunt potrivite pentru tăierea roților cu dinți localizați pe interiorul jantei, adică pentru roțile dințate interne.
Pentru a tăia roțile atât în interiorul, cât și în exterior, se folosesc unelte sub forma unei lopate. Dolbyak este un profil involuntar al roții de unelte, numit de numele inventatorului său dolbyak Fellow.
Proiectarea tuturor acestor unelte se bazează pe conturul tijei (originale) producătoare. Pentru a asigura interschimbabilitatea, și anume capacitatea părților împerecheate de a fi conectate unul cu altul fără o adaptare sau selecție specială, mărimea conturului inițial este reglată de GOST 13755-81. Conturul inițial teoretic este luat ca bază a standardului forțelor și dimensiunilor dinților roții dințate. În Fig. Se prezintă o pereche de bucle de sursă. Linia de bază a conturului original, de-a lungul căreia grosimea dintelui este egală cu lățimea cavității, se numește linia sa de divizare. Linia de divizare împarte dintele în înălțime într-un cap de divizare și un picior de divizare. Distanța dintre profilurile de același nume ale dinților adiacenți de-a lungul liniei paralele sau al oricărei alte linii paralele se numește pasul dinților r calea sursă.
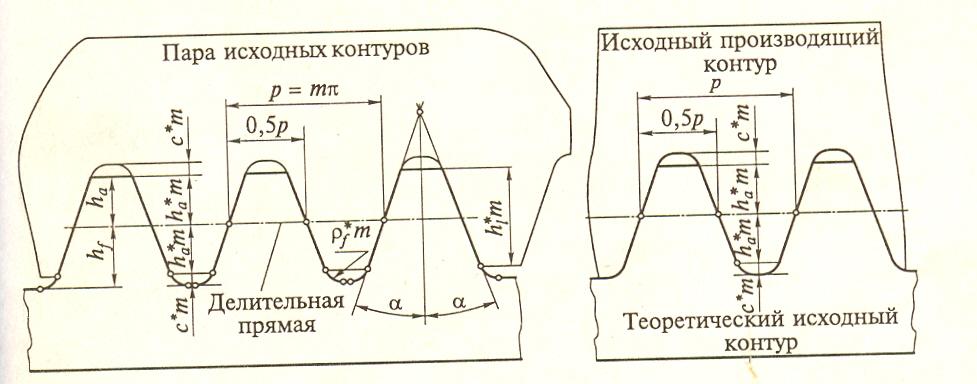
Toate dimensiunile liniare ale conturului sunt specificate în fracțiile modulului.
Unghiul dintre profilul principal al dinților și axa simetriei dintelui este numit unghiul profilului principal al conturului original sau pur și simplu unghiul profilului conturului original. În conformitate cu GOST 13755 - 81 se stabilesc următoarele valori ale parametrilor circuitului inițial:
h o = 1,0; h f = 1,25; cu * = 0,25; = 20 °.
Conturul original de fabricație - care umple cavitățile conturului inițial teoretic, deoarece turnarea umple matrița, menținând în același timp clearance-ul radial specificat cum între vârful dintelui și partea inferioară a cavității, respectiv a contururilor teoretice inițiale și originale care generează. Clearance-ul radial este realizat astfel încât suprafața cavităților de scule formate pe baza conturului inițial care produce nu participă la procesul de tăiere a dinților. Dacă conturul original care produce este deplasat într-o direcție perpendiculară pe planul său, acesta va descrie suprafața rackului inițial de producție (rack de scule).