Care este înălțimea dintelui? Informații de bază despre uneltele involute
Profilul laturilor dinților unelte Cu implicare involuntară, există două involuntare dispuse simetric.
evolventă - o curbă plană cu o rază de curbură variabilă formată dintr-un punct de pe linia pentru a rula non-alunecare circumferențială diametru (rază) d b (r b) numit cerc de bază.
Parametrii de bază ai transmisiei prin evolvare. În Fig. 1.1 arată angrenajul cu două trepte de viteză profil involuntare. Considerăm parametrii principali de legătură, definițiile acestora și notația standard.
Spre deosebire de adoptat anterior, desemnarea tuturor parametrilor în litere mici, mai degrabă decât cu majuscule, cu indicii care indică roata afilierii, tipul de instrument de tip cerc de secțiune.
Standardul prevede trei grupuri de indici:
Ordinea utilizării indicilor este determinată de numărul grupului, adică În primul rând, se preferă indicii din primul grup, apoi al doilea, și așa mai departe.
Anumiți indicatori pot fi omise în cazurile care exclud incidența neînțelegerilor sau nu au aplicație prin definiție. De exemplu, în spurs cilindrice Indicii din primul grup nu sunt utilizați. În unele cazuri, unii indici sunt, de asemenea, omisi în scopul reducerii înregistrării.
Luați în considerare două spur discretizare (Figura 1.1.) A roților: un număr mai mic de dinți (z 1), numit un pinion, și cu un număr mare de dinți (z 2), numita roată; respectiv, cu centrele roților la punctele O 1 și O 2. În timpul rulării roții de rulare viteze fără derapare are loc două centroid - circumferințe în contact la teren - R. Aceste cercuri sunt numite inițial și diametrele lor (raze) sunt notate cu subscript w: wl d (r wl), d w2 (r w2 ). Pentru roțile necorectate coincide cu circumferința cercului de pas, diametrul desemnării (raza) din care este dat fără indicii primul și al doilea grup, adică, pentru viteza - d 1 (r 1), pentru roata - d 2 (r 2).
Fig. 1.1. Îndoirea angrenaje a uneltelor
Împărțiți cercul - cercul pe care teren între dinți și profilul unghiului ei sunt aceleași pe linia pasului cremalierei, cuplat cu roata. În acest caz, pas (P = π · m) este distanța dintre două laturi profilate adiacente cu același nume. Prin urmare, diametrul circumferinței roții d = P · Z / π = m · Z
Modul dinte (M = P / π) - valoarea condițional având dimensiunile în milimetri (mm) și utilizată ca o scală pentru exprimarea parametrilor multe angrenaje. În practica străină, în această calitate, se folosește o magnitudine de pitch, inversă a modulului.
Cercul principal este cercul din care se formează evolventul. Toți parametrii aferente, sunt indicate cu index b, de exemplu, diametrele (raze) ale roților în angrenare: d b1 (r bl), d b2 (r b).
În ceea ce privește cercurile de bază prin polul legăturii P trece prin drept N-NȘi porțiunea sa N 1 N 2 se numește linia care leagă pe care procesul de rodaj a muta punctul de contact al roților din profilurile conjugate. N 1-N 2 este numit linia nominală (teoretică) de legătură, notată cu litera g. Distanța dintre punctele de intersecție cu cercurile de protuberanțele de roti numite linia de lucru și porțiunea de angrenare este notată g a.
În timpul profilelor de rulare danturate punctul de contact este deplasat în interiorul activ (de lucru) angajarea linie secțiunea g a, care este normal la profilurile celor două roți la aceste puncte și în același timp comună tangenta la cele două cercuri principale.
Se numește unghiul dintre linia de îmbinare și perpendicularul pe linia care leagă centrele roților conjugate unghi de angajare. În roțile corectate, acest unghi este notat cu α w12; pentru roțile necorectate α w12 = α 0.
Distanța dintre centre roți necorectate
și W12 = rW1 + rW2 = r1 + r2 = m + (Z1 + Z2) / 2
Circumsul de proeminențe și goluri - cercuri, trecând prin vârfurile și golurile dinților roților. Diametrul lor (raza) notată cu: d a1 (r a1), f1 d (r f1), d a2 (r a2), d f2 (r f2).
Etapele dinților roților - P t P b, P n, P x sunt distantele dintre aceleasi parti ale profilului masurate:
Coeficient de suprapunere, ε - raportul dintre partea activă (de lucru) a liniei de legătură și cea de bază principală:
Grosimea circumferinței (față) a dintelui, St - lungimea arcului cercului de separare cuprins între cele două laturi ale dintelui.
Lățimea circumferențială a cavității dintre dinți, - distanța dintre laturile opuse ale profilului de-a lungul arcului cercului de separare.
Înălțimea capului dentar, h a - distanța dintre cercurile protuberanțelor și cea de separare:
Înălțimea piciorului dinților h f - distanța dintre cercurile de separare și văi:
Dinți înălțime:
Secțiunea de lucru a profilului dinților - locul geometric al punctelor de contact ale profilelor conjugate ale roților, definită ca distanța de la vârful dintelui, până la punctul de pornire al evolventă. Mai jos urmează curba de tranziție.
Profilul de tranziție al profilului dinților - o parte a profilului de la începutul involuntare, adică de la cercul principal până la circumferința depresiunilor. În metoda de copiere cap instrument corespunde formei dintelui, iar la metoda formată pauză marginea apicală a sculei de tăiere și are forma unui evolventă alungit (instrument de tip rack) sau epicicloidă (uneltele de tip roată).

Fig. 1.2. Angajarea rack-ului cu roata
Conceptul de contur inițial al rack-ului
Așa cum am arătat mai sus, cazul special al evoluează pentru z = (infinit) este o linie dreaptă. Aceasta oferă motive pentru utilizarea în involuntare cu o greblă cu unghi drept. În acest caz, orice dispozitiv al acestui modul, indiferent de numărul de dinți, poate fi cuplat la suportul aceluiași modul. Prin urmare, ideea de prelucrare a roților folosind metoda de funcționare. În cuplarea roții cu șina (figura 1.2), raza cercului inițial al acesteia din urmă este egală cu infinitatea, iar cercul se transformă în linia dreaptă inițială a tijei. Linia de angajare N 1 N 2 Deoarece profilul dinților rack este o linie dreaptă, acest lucru simplifică foarte mult controlul parametrilor liniari ai dinților și unghiul profilului. În acest scop, standardele stabilesc conceptul conturului inițial al rackului (figura 1.4a) care trece prin polul P tangențial la circumferința roții principale și perpendicular pe latura laterală a profilului dintelui racletei. În procesul de cuplare, cercul inițial al roții se rotește de-a lungul benzii drepte inițiale, iar unghiul de angajare devine egal cu unghiul profilului dintelui rackului α.
Din moment ce profilul dinților rack-ului este o linie dreaptă, acest lucru simplifică foarte mult controlul parametrilor liniari ai dinților și unghiul profilului. În acest scop, conturul inițial al rack-ului (Figura 1.3, a)
În conformitate cu standardele adoptate în țara noastră pentru implicarea involuntică, conturul original are următoarele parametri dinte în funcție de modul:
Linia dreaptă de separare rulează de-a lungul mijlocului înălțimii de lucru a dintelui h L.
Pentru uneltele de tăiere a angrenajului, parametrii de bază ai dinților, prin analogie cu cele de mai sus, sunt setați de parametrii benzii inițiale a sculei (Figura 1.3, b). Din moment ce dinții instrumentului de tăiere manipulează cavitatea dintre dinții roții și pot tăia roțile cu un profil modificat (flancat), există diferențe semnificative între aceste contururi inițiale:
și pentru bara de unelte la tăierea roților cu un profil dinte modificat S 0 = π · m / 2 ± ΔS 0

Fig. 1.3. Scurte descrieri:
a - un suport; b - bara de instrumente
Corecția ΔS 0 este luată din cărțile de referință în funcție de dimensiunea modulului dintelui. marca "+" este luată pentru final și semnul "-" - pentru unelte de frezat. În primul caz există dinți roți subtiere fiind tăiate pentru a crea un decalaj între laterale roțile dințate interblocare, în al doilea caz o îngroșare, prin care au fost tăiate obținute dinții de finisare alocația.
La roțile convenționale cu grosimea de variație (modificat) Profilul dintelui dinților de tăiere pot fi preparate prin instrument de deplasare de tip cremalieră în raport cu centrul roții și îngroșarea dinții la nivelul picioarelor nu este necesară.
Parametrii de angrenare a roților dințate corectate. Corecția (corectarea) roților face posibilă îmbunătățirea dantură în comparație cu un angajament normală față de frecare, uzura și durabilitatea dinților, reduce probabilitatea de subcotare la dedendum mici, inclusiv etc.
În ceea ce privește unealtă de tăia korrigirovanie permite obținerea la colțurile posterioare ale marginilor de tăiere (cm. Mai jos).
Dintre metodele cunoscute korrigirovaniya cea mai mare aplicabilitate în practică există mare creștere korrigirovanie, care se realizează prin profilul instrument de deplasare de tip raft pornind de la centrul roții fiind tăiat. O astfel de deplasare este considerat pozitiv dacă cremaliera este eliminat din centrul roții și negativ atunci când este aproape de centru (fig. 1.4).

Fig. 1.4. Schema de corecție la mare altitudine roată dințată:
1 - deplasare pozitivă; 2 - decalaj zero; 3 - deplasare negativă
Amploarea deplasării este estimată de produsul x o · m, unde x 0 este coeficientul de polarizare
Dacă o înălțime pozitivă de deplasare a capului fiind tăiat dinte roata h „crește a1, deși cantitatea și înălțimea picioarelor h“ f1 scade cu aceeași cantitate. Cu părtinire negativă, dimpotrivă, înălțimea capului dentar scade și crește înălțimea tijei. În ambele cazuri, înălțimea totală a dintelui roții rămâne neschimbată.
Deoarece în această poziție și roțile principale cercuri pas este constantă și independentă a valorii de compensare, este variații inevitabile în grosimea roții dintelui să fie tăiate de smoală cercul deplasarea liniei cremalierei în raport cu poziția inițială cu o valoare de ± x · m. Așa cum se poate vedea din fig. 1.5, grosimea dintelui de-a lungul cercului de separare al roții corectate atunci când bara de scule este deplasată
S "1, 3 = π · m / 2 ± 2 · x 0 · m · tg α 0
Unde ΔS = x 0 · m · tg α 0.
marca "+" este luată cu pozitiv, și semnul "-" - cu părtinire negativă.
Atunci când se calculează uneltele de tăiere a angrenajelor, de exemplu, dolbyakov, ale cărui dinți sunt corectați, devine necesară determinarea grosimii dintelui pe un cerc de orice rază - r y, concentric cu divizibil raza r.

Fig. 1.5. Schimbați grosimea dintelui pe cercul de divizare cu o deplasare pozitivă a barei de scule.
Calcul geometric transmisia de viteze Dacă se dă numărul de dinți z 1 și z 2 , iar modulul de transmisie este cunoscut m (obținută din calculul dinților pentru rezistență).
r= mz/2 este raza cercului de divizare(pentru roțile zero, cercurile inițiale coincid cu cele care se împart).
Diviziv Este cunoscut un cerc pentru care modulul are o valoare standard. Unghiul profilului pentru punctul de intersecție al profilului lateral al dintelui cu cercul de divizare din țara noastră este de 20 ° conform GOST. Cercul de divizare este baza pentru măsurarea tuturor parametrilor geometrici ai roții dințate. Dividendul și cercul inițial pot coincide, dar au o diferență fundamentală. O singură roată are un cerc de divizare, dar nu există cercuri inițiale. Cercul de separare caracterizează o roată cu care este conectată; Diametrul cercului pitch al acestei roți este neschimbat. Diametrele cercurilor inițiale depind de distanța dintre centru și centru; acestea pot fi determinate numai dacă cele două unelte sunt activate.
p = m - pitch de-a lungul cercului de divizare (distanța dintre aceleași puncte ale doi dinți vecini, obișnuită pentru ambele roți).
S= p / 2 = m/2 - grosimea dinților de acțiuni. cerc (pentru o roată dințată obișnuită) .
r o = r + h o = mz/2+ fm= m/2(z+2) este raza circumferinței proeminențelor,
unde h și - înălțimea capului dentar, h și = fm, unde f este factorul de înălțime al capului dinților, f = 1 pentru roțile normale; f = 0,8 pentru roțile scurtate).
r f = r - h f = mz/2 – 1,25 m= m/2(z-2,5) este raza circumferinței depresiunilor,
unde h f - înălțimea dintelui, h f = fm+ c 0 m=1,25 m, unde c 0 = 0,25 este coeficientul de clearance radial.
h = h o + h f =2,25 m – dinti inaltime (pentru orice număr de dinți pentru un anumit modul, înălțimea dintelui va fi aceeași; nu depinde de numărul de dinți, dar depinde de modul).
r b = r cos = r cos 20 =0.94 r - raza cercului principal,unde = 20 este unghiul profilului racletei.
Parametrii de bază ai transmisiei normale(tăiat fără schimbarea barei de scule) z i 17: o = r 1 + r 2 =( m /2)( z 1 + z 2 ) - Distanța de la centru la centru.
Fig.17 Parametrii rotative de rotire
Decuparea sau interferența, va apărea atunci când linia reală de implicare se extinde dincolo de teoretică. Acest lucru depinde de numărul de dinți ai roții tăiate (cu z 17) .
x =(17- z)/17 - coeficientul de deplasare a rack-ului.
c = xm - magnitudinea trecerii absolute a șinei.
o w = un cos / cos w = 0,5m ( z 1 + z 2 ) cos20 / cos w .
Valoarea unghiului de angajare în ansamblu folosind formularele involutas ale unghiului de angajare:
Invatis = Inv20 + + 2 ((x1 + x2) / (z1 + z2)) tg20o.
r eu = m z eu /2 - razele cercurilor de separare;
r bi = r eu cos - raza cercurilor de bază;
r w 1 = r b 1 / cos w ; r w 2 = o w - r w 1 - razele cercurilor inițiale;
r fi = r eu -1,25 m + x eu m - razele circumferințelor văilor;
r ai = o w - r fi -0,25 m – razele cercurilor de vârfuri;
S eu = p /2+2 x eu m tg - grosimea dinților de-a lungul cercului de divizare
h =2.25 m Înălțimea dinților.
Metode de tăiere a uneltelor
Roțile cu roți dințate cu un profil dinți evolubili sunt de obicei tăiate în mașini speciale de tăiere a angrenajelor prin două metode: 1) copiere, 2) rupere.
Metoda de copiere constă în faptul că muchia tăietoare a discului de frezat (disc sau deget) are un contur între dinți și suprafața laterală a dintelui este evolventă. Atunci când fabricați roata dințată în acest fel, o cavitate este tăiată în piesa de prelucrat într-o singură trecere a tăietorului. Apoi, piesa de prelucrat se rotește în treapta unghiulară, iar cavitatea următoare se taie etc. Această metodă este neproductivă, necesită o gamă imensă de instrumente de tăiere a angrenajelor și este utilizată în principal pentru producția individuală, la scară redusă sau pentru reparații.
Metoda de rulare este faptul că unealta de tăiere (tijă sau dollyak) și piesa de prelucrat au o mișcare relativă care ar avea două angrenaje în cuplarea corectă.
Pentru a tăia dinții roților involute, folosind metoda de spargere, se folosesc trei tipuri de scule: șine de scule, tăietoare de vierme și gropi. tăiere bara de instrumente - metoda cea mai exactă de fabricare a roților involuntare datorită simplității profilului sculei. Dezavantajele metodei sunt productivitatea scăzută din cauza existenței inactiv și complexitatea mașinii, cauzată de necesitatea de a furniza instrumentului o mișcare plată complexă.
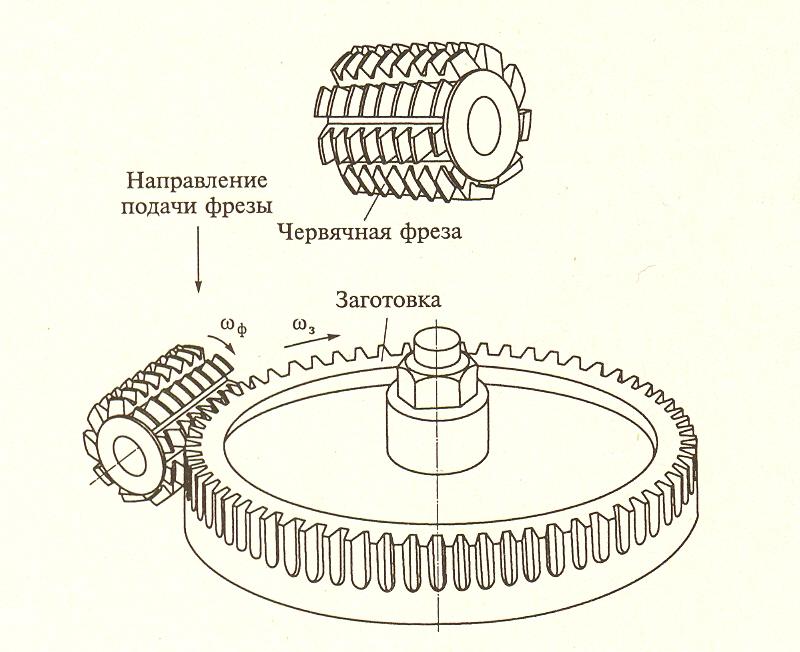
Astfel de deficiențe sunt lipsite de metoda de tăiere prin intermediul unui tăietor de vierme, care este un cilindru cu dinți elicoidali aranjați de-a lungul liniilor elicoidale; Pentru a forma marginile de tăiere și pentru a asigura ieșirea chipsurilor, răsucirile sunt intersectate de canelurile longitudinale ale cipului. Procesul de tăiere se realizează în mod continuu datorită mișcării de rotație a tăietorului de frezat și a piesei de prelucrat. Datorită formei mai complexe a sculei, precizia roților tăiate de cutter este mai mică decât atunci când se taie cu un suport de scule. Cu toate acestea, ambele metode nu sunt potrivite pentru tăierea roților cu dinți localizați pe interiorul jantei, adică pentru roțile dințate interne.
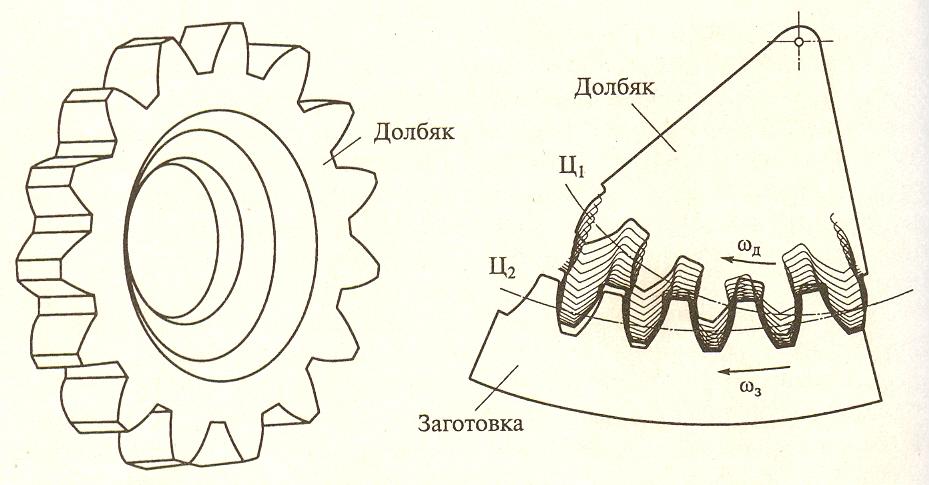
Pentru a tăia roțile atât în interiorul, cât și în exterior, se folosesc unelte sub forma unei lopate. Dolbyak este un profil involuntar al roții de unelte, numit de numele inventatorului său dolbyak Fellow.
Proiectarea tuturor acestor unelte se bazează pe conturul tijei (originale) producătoare. Pentru a asigura interschimbabilitatea, și anume capacitatea părților împerecheate de a fi conectate unul cu altul fără o adaptare sau selecție specială, mărimea conturului inițial este reglată de GOST 13755-81. Conturul inițial teoretic este luat ca bază a standardului forțelor și dimensiunilor dinților roții dințate. În Fig. Se prezintă o pereche de bucle de sursă. Linia de bază a conturului original, de-a lungul căreia grosimea dintelui este egală cu lățimea cavității, se numește linia sa de divizare. Linia de divizare împarte dintele în înălțime într-un cap de divizare și un picior de divizare. Distanța dintre profilurile de același nume ale dinților adiacenți de-a lungul liniei paralele sau al oricărei alte linii paralele se numește pasul dinților r calea sursă.
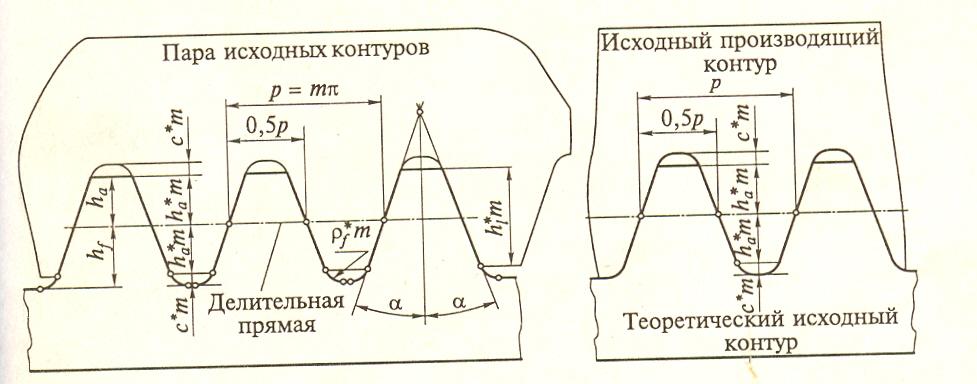
Toate dimensiunile liniare ale conturului sunt specificate în fracțiile modulului.
Unghiul dintre profilul principal al dinților și axa simetriei dintelui este numit unghiul profilului principal al conturului original sau pur și simplu unghiul profilului conturului original. În conformitate cu GOST 13755 - 81 se stabilesc următoarele valori ale parametrilor circuitului inițial:
h o = 1,0; h f = 1,25; cu * = 0,25; = 20 °.
Conturul original de fabricație - care umple cavitățile conturului inițial teoretic, deoarece turnarea umple matrița, menținând în același timp clearance-ul radial specificat cum între vârful dintelui și partea inferioară a cavității, respectiv a contururilor teoretice inițiale și originale care generează. Jocul radial este de a se asigura că suprafața cavităților formate instrument bazat pe circuitul de generare a sursei, care nu sunt implicate în procesul de tăiere dinți. Dacă circuitul generator de sursă să se miște într-o direcție perpendiculară pe planul său, ar descrie suprafața cremalierei generatoare original (de tip rack de instrument).
Elementele principale ale roții dințate indicate pe (517, a) sunt dinții; fiecare dinte constă dintr-un cap de dinți și un picior de dinte. Dinții se află pe marginea roții și împreună cu jantă se ridică inel crenelat, partea mai subțire a roții - discul, conectează butucul cu janta. În interiorul butucului există o gaură pentru arbore cu o canelură sau spline. Pe (517, b) sunt afișate imagini condiționate ale elementelor de desen ale aceleiași roți dințate. Elementele acestei angrenaje se potrivesc cu elementele de roată prezentate în Figura 517 și:

a)protuberanțe circumferinței - un cerc care trece prin proeminențele dinților, adică delimitând noduri capete dinți de angrenare, în ciuda faptului că de fapt constă dintr-un arc de cerc mic, descrie în mod condiționat o principală linia 6 grosime continuă egală cu grosimea cursei de contur vizibil ...
b)Cercul inițial este un cerc imaginar, care este conturul bazei cilindrului inițial; se divide fiecare dinte în două părți inegale, cea mai mică - și o coroană mare dinte - dinte flancului, se descrie în mod condiționat bar - linie punctată subțire grosime b / 3 sau mai puțin. Pe această temă și în figurile de mai jos sunt prezentate roți cu angrenaje cu trepte involute, în care se află uneltele de producție (SHIFT).
Pitch cerc se numește cercul roții dințate pe care unghiul pas și să se angajeze articol sunt, respectiv, teoretic unghiul pas și implicarea sculei. Este baza pentru măsurarea pinionului.Cercul inițial este în același timp operațional:
c)Cercul rădăcină - un cerc, trecând prin contururile depresiunilor, adică, limitând roata cavității, roata a corpului; .. este condiționată în mod condiționat de o linie punctată de grosime de la b / 2 la b / 2
în loc de linii întrerupte se aplică linii subțiri solide.
g)Circumferința jantei este un cerc care indică conturul interior al jantei, aceasta fiind efectuată de o linie principală continuă de grosime b.
e)Cercul butucului este un cerc care desemnează conturul exterior al butucului, este realizat de o linie principală solidă de grosime b.
e)Circumferința găurii axului este realizată de o linie principală solidă de grosime b.
g)Schița canalului se realizează și cu o linie principală solidă de grosime b Legendă a dimensiunilor elementelor de bază arătate în desen