Что такое шестерня и зубчатое колесо. Цилиндрические шестерни с внутренним зубом производство грузоподъемного оборудования зао "нпо "механик"
Поверхности, входящими в зацепление с зубьями другого зубчатого колеса. В машиностроении принято малое ведущее зубчатое колесо независимо от числа зубьев называть шестернёй , а большое ведомое - колесом. Однако часто все зубчатые колёса называют шестерня́ми.
Зубчатые колёса (шестерни) обычно используются па́рами с разным числом зубьев с целью преобразования крутящего момента и числа оборотов вала на выходе. Шестерня, к которой крутящий момент подводится извне, называется ведущей , а шестерня, с которой момент снимается - ведомой . Если диаметр ведущего колеса меньше, то крутящий момент ведомого колеса увеличивается за счёт пропорционального уменьшения скорости вращения, и наоборот.
Следует заметить, что шестерённая передача не является усилителем механической мощности, так как общее количество механической энергии на её выходе не может превышать количество энергии на входе. Это связано с тем, что в данном случае будет пропорциональна произведению на . В соответствии с передаточным отношением, увеличение крутящего момента будет вызывать пропорциональное уменьшение угловой скорости вращения ведомой шестерни, а их произведение останется неизменным. Данное соотношение справедливо для идеального случая, не учитывающего потери на трение и другие эффекты, характерные для реальных устройств.
Поперечный профиль зуба
Боковая форма профиля зубьев колёс для обеспечения плавности качения может быть: , неэльвовентной передача Новикова (с одной и двумя линиями зацепления), . Кроме того, в применяются зубчатые колеса с несимметричным профилем зуба.
Продольная линия зуба
Прямозубые шестерни
Прямозубые шестерни - самый распространённый вид шестерён. Зубья являются продолжением радиусов, а линия контакта зубьев обеих шестерён параллельна оси вращения. При этом оси обеих шестерён также должны располагаться строго параллельно.
Косозубые шестерни
Косозубые шестерни являются усовершенствованным вариантом прямозубых шестерён. Их зубья располагаются под углом к оси вращения, а по форме образуют часть спирали. Зацепление таких шестерён происходит плавнее, чем у прямозубых, и с меньшим шумом.
- При работе косозубой шестерни возникает механический момент, направленный вдоль оси, что вызывает необходимость применения для установки вала упорных ;
- Увеличение площади трения зубьев (что вызывает дополнительные потери мощности на нагрев), которое компенсируется применением специальных смазок.
В целом, косозубые шестерни применяются в механизмах, требующих передачи большого крутящего момента на высокой скорости, либо имеющих жёсткие ограничения по шумности.
Шестерни с круговыми зубьями
Передачи на основе колёс с круговыми зубьями имеют ещё более высокие ходовые качества, чем косозубые - высокую плавность и бесшумность работы. Однако, они ограничены в применении сниженными, при тех же условиях, КПД и ресурсом работы, такие колёса заметно сложнее в производстве. Линия зубьев у них представляет собой окружность радиуса, подбираемого под определённые требования.
Двойные косозубые шестерни (шевроны)
Двойные косозубые шестерни решают проблему осевого момента. Зубья таких шестерён изготавливаются в виде буквы «V» (либо они получаются стыковкой двух косозубых шестерён со встречным расположением зубьев). Осевые моменты обеих половин такой шестерни взаимно компенсируются, поэтому отпадает необходимость в установке осей и валов в специальные подшипники. Передачи, основанные на таких зубчатых колёсах, обычно называют «шевронными».
Зубчатые конические колёса
Кроме наиболее распространёных циллиндрических З. к. применяются колёса конической формы. Конические шестерни применяются там, где необходимо передать крутящий момент под определённым углом. Такие конические шестерни с круговым зубом, например, применяются в автомобильных , используемых для передачи момента от двигателя к колёсам.
Секторные колёса
Секторная шестерня представляет собой часть обычной шестерни любого типа. Такие шестерни применяются в тех случаях, когда не требуется вращение механизма на 360°, и поэтому можно сэкономить на его габаритах.
Зубчатые колёса с внутренним зацеплением
При жестких ограничениях на габариты, в планетарных механизмах, в шестерённых насосах с внутренним зацеплением, в приводе башни , удобно применение колёс с зубчатым венцом, нарезанным с внутренней стороны. Также стоит заметить что вращение ведущего и ведомого колеса направленно в одну сторону.
Реечная передача (кремальера)
Коронные шестерни
Коронная шестерня - особый вид шестерни, зубья которой располагаются на боковой поверхности. Такая шестерня обычно стыкуется с обычной прямозубой, либо с барабаном из стержней (цевочное колесо), как в башенных часах.
Изготовление зубчатых колёс
Основные методы изготовления зубчатых колёс: метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Технологиями изготовления зубчатых колёс занимаются специальные направления технологии машиностроения и области станкостроения. Основные производители металлорежущих станков
При поломке зубчатого колеса или шестерни в редукторе какого-либо механизма или машины возникает необходимость по «старой» детали, а иногда по фрагментам обломков создать чертеж для изготовления нового колеса и/или шестерни. Эта статья будет полезна тем,...
Кому приходится восстанавливать зубчатые передачи при отсутствии рабочих чертежей на вышедшие из строя детали.
Обычно для токаря и фрезеровщика все необходимые размеры можно получить с помощью замеров штангенциркулем. Требующие более пристального внимания, так называемые, сопрягаемые размеры – размеры, определяющие соединение с другими деталями узла - можно уточнить по диаметру вала, на который насаживается колесо и по размеру шпонки или шпоночного паза вала. Сложнее обстоит дело с параметрами для зубофрезеровщика. В этой статье мы будем определять не только модуль зубчатого колеса, я попытаюсь изложить общий порядок определения всех основных параметров зубчатых венцов по результатам замеров изношенных образцов шестерни и колеса.
«Вооружаемся» штангенциркулем, угломером или хотя бы транспортиром, линейкой и программой MS Excel, которая поможет быстро выполнять рутинные и порой непростые расчеты, и начинаем работу.
Как обычно раскрывать тему я буду на примерах, в качестве которых рассмотрим сначала цилиндрическую прямозубую передачу с наружным зацеплением, а затем косозубую .
Расчетам зубчатых передач на этом сайте посвящено несколько статей: « », « », « ». В них приведены рисунки с обозначениями параметров, используемых в данной статье. Эта статья продолжает тему и призвана раскрыть алгоритм действий при ремонтно-восстановительных работах, то есть работах, обратных проектировочным.
Расчеты можно выполнить в программе MS Excel или в программе OOo Calc из пакета Open Office.
О правилах форматирования ячеек листа Excel, которые применены в статьях этого блога, можно прочитать на странице « ».
Расчет параметров колеса и шестерни прямозубой передачи.
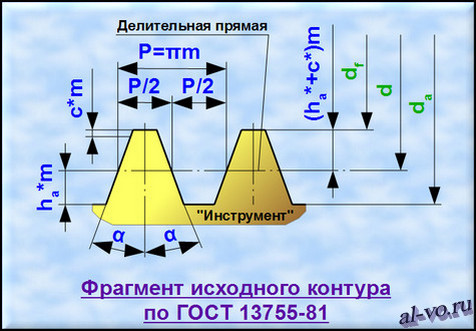
Изначально полагаем, что зубчатое колесо и шестерня имеют эвольвентные профили зубьев и изготавливались с параметрами исходного контура по ГОСТ 13755-81. Этот ГОСТ регламентирует три главных (для нашей задачи) параметра исходного контура для модулей больше 1 мм. (Для модулей меньше 1 мм исходный контур задается в ГОСТ 9587-81; модули меньше 1 мм рекомендуется применять только в кинематических, то есть не силовых передачах.)
Для правильного расчета параметров зубчатой передачи необходимы замеры и шестерни и колеса!
Исходные данные и замеры:
Начинаем заполнение таблицы в Excel с параметров исходного контура.
1. Угол профиля исходного контура α в градусах записываем
в ячейку D3: 20
2. Коэффициент высоты головки зуба h a * вводим
в ячейку D4: 1
3. Коэффициент радиального зазора передачи c * заносим
в ячейку D5: 0,25
В СССР и в России 90% зубчатых передач в общем машиностроении изготавливались именно с такими параметрами, что позволяло применять унифицированный зубонарезной инструмент. Конечно, изготавливались передачи с зацеплением Новикова и в автомобилестроении применялись специальные исходные контуры, но все же большинство передач проектировалось и изготавливалось именно с контуром по ГОСТ13755-81.
4. Тип зубьев колеса (тип зацепления) T записываем
в ячейку D6: 1
T =1 – при наружных зубьях у колеса
T =-1 – при внутренних зубьях у колеса (передача с внутренним зацеплением)
5. Межосевое расстояние передачи a w в мм измеряем по корпусу редуктора и заносим значение
в ячейку D7: 80,0
Ряд межосевых расстояний зубчатых передач стандартизован. Можно сравнить измеренное значение со значениями из ряда, который приведен в примечании к ячейке C7. Совпадение не обязательно, но высоковероятно.
6-9. Параметры шестерни: число зубьев z 1 , d a 1 и d f 1 в мм,уголнаклона зубьев на поверхности вершин β a 1 в градусах подсчитываем и измеряем штангенциркулем и угломером на исходном образце и записываем соответственно
в ячейку D8: 16
в ячейку D9: 37,6
в ячейку D10: 28,7
в ячейку D11: 0,0
10-13. Параметры колеса: число зубьев z 2 , диаметры вершин и впадин зубьев d a 2 и d f 2 в мм,уголнаклона зубьев на цилиндре вершин β a 2 в градусах определяем аналогично — по исходному образцу колеса — и записываем соответственно
в ячейку D12: 63
в ячейку D13: 130,3
в ячейку D14: 121,4
в ячейку D11: 0,0
Обращаю внимание: углы наклона зубьев β a 1 и β a 2 – это углы, измеренные на цилиндрических поверхностях вершин зубьев!!!
Измеряем диаметры, по возможности, максимально точно! Для колес с четным числом зубьев сделать это проще, если вершины не замяты. Для колес с нечетным числом зубьев при замере помним, что размеры, которые показывает штангенциркуль несколько меньше реальных диаметров выступов!!! Делаем несколько замеров и наиболее с нашей точки зрения достоверные значения записываем в таблицу.
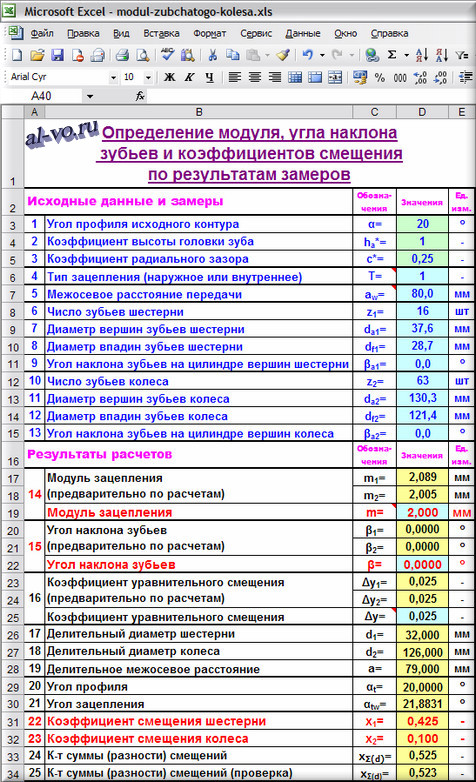
Результаты расчетов:
14. Предварительные значения м одуля зацепления определяем по результатам замеров шестерни m 1 и зубчатого колеса m 2 в мм соответственно
в ячейке D17: =D9/(D8/COS (D20/180*ПИ())+2*D4) =2,089
m 1 = d a1 /(z 1 /cos (β 1 )+2* (h a * ))
и в ячейке D18: =D13/(D12/COS (D21/180*ПИ())+2*D4) =2,005
m 2 = d a2 /(z 2 /cos (β 2 )+2* (h a * ))
Модуль зубчатого колеса играет роль универсального масштабного коэффициента, определяющего как габариты зубьев, так и общие габариты колеса и шестерни.
Сравниваем полученные значения со значениями из стандартного ряда модулей, фрагмент которого приведен в примечании к ячейке C19.
Полученные расчетные значения, как правило, очень близки к одному из значений стандартного ряда. Делаем предположение, что искомый модуль зубчатого колеса и шестерни m в мм равен одному из этих значений и вписываем его
в ячейку D19: 2,000
15. Предварительные значения угла наклона зубьев определяем по результатам замеров шестерни β 1 и зубчатого колеса β 2 в градусах соответственно
в ячейке D20: =ASIN (D8*D19/D9*TAN (D11/180*ПИ())) =0,0000
β 1 =arcsin (z 1 *m *tg (β a1 ) / d a1 )
и в ячейке D21: =ASIN (D12*D19/D13*TAN (D15/180*ПИ())) =0,0000
β 2 =arcsin (z 2 *m *tg (β a2 ) / d a2 )
Делаем предположение, что искомый угол наклона зубьевβ в градусах равен измеренным и пересчитанным значениям и записываем
в ячейку D22: 0,0000
16. Предварительные значения коэффициента уравнительного смещения вычисляем по результатам замеров шестерни Δy 1 и зубчатого колеса Δy 2 соответственно
в ячейке D23: =2*D4+D5- (D9-D10)/(2*D19) =0,025
Δy 1 =2*(h a * )+(c* ) — (d a1 -d f1 )/(2*m )
и в ячейке D24: =2*D4+D5- (D13-D14)/(2*D19) = 0,025
Δy 2 =2*(h a * )+(c * ) - (d a 2 — d f 2 )/(2* m )
Анализируем полученные расчетные значения, и принятое решение о значении коэффициента уравнительного смещенияΔy записываем
в ячейку D25: 0,025
17,18. Делительные диаметры шестерни d 1 изубчатого колеса d 2 в мм рассчитываем соответственно
в ячейке D26: =D19*D8/COS (D22/180*ПИ()) =32,000
d 1 = m * z 1 / cos (β )
и в ячейке D27: =D19*D12/COS (D22/180*ПИ()) =126,000
d 2 = m * z 2 / cos (β )
19. Делительное межосевое расстояние a в мм вычисляем
в ячейке D28: =(D27+D6*D26)/2 =79,000
a = (d 2 + T * d 1 )/ 2
20. Угол профиля α t в градусах рассчитываем
в ячейке D29: =ATAN (TAN (D3/180*ПИ())/COS (D22/180*ПИ()))/ПИ()*180 =20,0000
α t =arctg (tg (α )/cos (β ))
21. Угол зацепления α tw в градусах вычисляем
в ячейке D30: =ACOS (D28*COS (D29/180*ПИ())/D7)/ПИ()*180 =21,8831
α tw =arccos (a *cos (α t )/a w )

22,23. Коэффициенты смещения шестерни x 1 и колеса x 2 определяем соответственно
в ячейке D31: =(D9-D26)/(2*D19) -D4+D25 =0,425
x 1 =(d a 1 — d 1 )/(2* m ) — (h a * )+ Δy
и в ячейке D32: =(D13-D27)/(2*D19) -D4+D25 =0,100
x 2 =(d a 2 — d 1 )/(2* m ) — (h a * )+ Δy
24,25. Коэффициент суммы (разности) смещений x Σ(d) вычисляем для проверки правильности предыдущих расчетов по двум формулам соответственно
в ячейке D33: =D31+D6*D32 =0,525
x Σ (d) = x 1 + T * x 2
и в ячейке D34: =(D12+D6*D8)*((TAN (D30/180*ПИ()) — (D30/180*ПИ())) — (TAN (D29/180*ПИ()) — (D29/180*ПИ())))/(2*TAN (D3/180*ПИ())) =0,523
x Σ( d ) = (z 2 + T * z 1 )*(inv (α tw ) — inv (α t ))/(2* tg (α ))
Значения, рассчитанные по разным формулам, отличаются очень незначительно! Полагаем, что найденные значения модуля зубчатого колеса и шестерни, а также коэффициентов смещения определены верно!
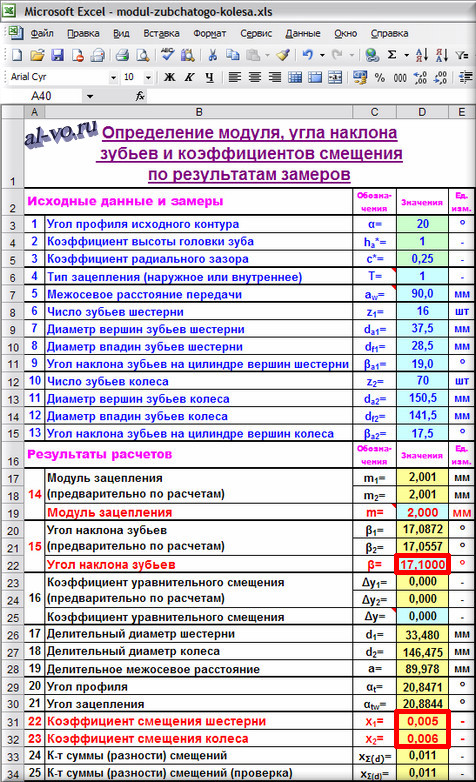
Расчет параметров колеса и шестерни косозубой передачи.
Переходим к примеру с косозубой передачей и повторяем все действия, которые мы делали в предыдущем разделе.
Измерить угол наклона зубьев с необходимой точностью при помощи угломера или транспортира практически очень сложно. Я обычно прокатывал колесо и шестерню по листу бумаги и затем по отпечаткам транспортиром делительной головки кульмана производил предварительные измерения с точностью в градус или больше... В представленном ниже примере я намерил: β a 1 =19 ° и β a 2 =17,5 °.
Еще раз обращаю внимание, что углы наклона зубьев на цилиндре вершин β a 1 и β a 2 – это не угол β , участвующий во всех основных расчетах передачи!!! Угол β – это угол наклона зубьев на цилиндре делительного диаметра (для передачи без смещения).
Ввиду малости значений рассчитанных коэффициентов смещения уместно предположить, что передача была выполнена без смещения производящих контуров шестерни и зубчатого колеса.
Воспользуемся сервисом Excel «Подбор параметра». Подробно и с картинками об этом сервисе я в свое время написал .
Выбираем в главном меню Excel «Сервис» — «Подбор параметра» и в выпавшем окне заполняем:
Установить в ячейке: $ D $33
Значение: 0
Изменяя значение ячейки: $ D $22
И нажимаем OK.
Получаем результат β =17,1462 °, x Σ( d ) =0, x 1 =0,003≈0, x 2 =-0,003≈0!

Передача, скорее всего, была выполнена без смещения, модуль зубчатого колеса и шестерни, а также угол наклона зубьев мы определили, можно делать чертежи!
Важные замечания.
Смещение исходного контура при нарезке зубьев применяют для восстановления изношенных поверхностей зубьев колеса, уменьшения глубины врезания на валах-шестернях, для увеличения нагрузочной способности зубчатой передачи, для выполнения передачи с заданным межосевым расстоянием не равным делительному расстоянию, для устранения подрезания ножек зубьев шестерни и головок зубьев колеса с внутренними зубьями.
Различают высотную коррекцию (x Σ( d ) = 0 ) и угловую (x Σ( d ) ≠ 0 ).
Смещение производящего контура на практике применяют обычно при изготовлении прямозубых колес и очень редко косозубых. Это обусловлено тем, что по изгибной прочности косой зуб прочнее прямого, а необходимое межосевое расстояние можно обеспечить соответствующим углом наклона зубьев. Если высотную коррекцию изредка применяют для косозубых передач, то угловую практически никогда.
Косозубая передача работает более плавно и бесшумно, чем прямозубая. Как уже было сказано, косые зубья имеют более высокую прочность на изгиб и заданное межосевое расстояние можно обеспечить углом наклона зубьев и не прибегать к смещению производящего контура. Однако в передачах с косыми зубьями появляются дополнительные осевые нагрузки на подшипники валов, а диаметры колес имеют больший размер, чем прямозубые при том же числе зубьев и модуле. Косозубые колеса менее технологичны в изготовлении, особенно колеса с внутренними зубьями.
Подписывайтесь на анонсы статей в окнах, расположенных в конце каждой статьи или вверху каждой страницы.
Не забывайте подтверждать подписку кликом по ссылке в письме, которое тут же придет к вам на указанную почту (может прийти в папку « Спам» )!!!
Уважаемые читатели! Ваш опыт и мнение, «оставленные» ниже в комментариях к статье, будут интересны и полезны коллегам и автору!!!
Прошу уважающих труд автора скачивать файл после подписки на анонсы статей!
ЗАО «НПО «Механик» изготавливает цилиндрические шестерни с внутренним зацеплением со следующими характеристиками:
Класс точности - до 6 включительно;
Модуль - до 30 включительно;
Диаметр - до 3 500 мм включительно.
Изготавливаем цилиндрические шестерни с внутренним зацеплением в штучном и серийном производстве. Возможно изготовление по образцам и эскизам заказчика. Индивидуальный подход.
 Особым типом цилиндрических зубчатых колес являются колеса с внутренним зацеплением, при котором зубья одного из колес сажаются с внутренней стороны обода.
Внутреннее зацепление применяется для получения большей компактности всей передачи.
Особым типом цилиндрических зубчатых колес являются колеса с внутренним зацеплением, при котором зубья одного из колес сажаются с внутренней стороны обода.
Внутреннее зацепление применяется для получения большей компактности всей передачи.
При жёстких ограничениях на габариты, в планетарных механизмах, в шестерённых насосах с внутренним зацеплением, в приводе опорно-поворотных устройст, применяют колёса с зубчатым венцом, нарезанным с внутренней стороны. Вращение ведущего и ведомого колеса в передаче с внутренним зацеплением совершается в одну сторону.
В такой передаче меньше потери на трение и, соответственно, выше КПД.
Зубчатые колеса с внутренним венцом имеют ряд преимуществ: минимизация массогабаритных характеристик механизмов; высокие передаточные отношения (например, в планетарных механизмах) при небольших габаритах редуктора; облегчение компоновки механизмов и машин.
Передачи внутреннего зацепления с каждым годом находят все более широкое применение в силу того, что они по сравнению с передачами внешнего зацепления, имеют ряд преимуществ:
- Наличие большой дуги зацепления;
- Большой коэффициента перекрытия;
- Меньший скольжения профилей зубьев, что способствует уменьшению трения, повышению износостойкости, работоспособности и долговечности зубчатых передач.
Отличительной особенностью таких передач является их компактность, что способствует уменьшению массогабаритных характеристик.
Основное применение зубчатые колеса внутреннего зацепления нашли в оборонной промышленности, судостроении, автотракторной промышленности и в промышленности по производству дорожных машин и оборудования.
В настоящее время известно множество способов нарезания зубчатых колес с внутренними зубьями.
Традиционным и наиболее распространенным методом является метод зубодолбления, который обеспечивает высокую точность и универсальность обработки зубчатых колес данного типа. Метод может быть использован практически на всех типах зубодолбежных станков. В качестве инструмента применяются дисковые, чашечные и хвостовые долбяки. Зубодолбление характеризуется наличием рабочих ходов инструмента, во время которых происходит формообразование профиля зуба, и наличием холостых ходов, что обусловливает низкую производительность данного метода и является существенным недостатком.
Помимо этого для обработки зубчатых колес внутреннего зацепления в ряде случаев используется фрезерование дисковыми фрезами по методу единичного деления. Обработка осуществляется на зубофрезерных станках, которые комплектуются специальной головкой, устанавливаемой вместо фрезерного суппорта. Инструмент - дисковая модульная фреза предназначена для нарезания определенного колеса. Производительность и точность (не лучше 10 степени точности по ГОСТ 1643-81) при использовании упомянутой технологии обработки колес даже ниже, чем при традиционном зубодолблении.
Для изготовления крупномодульных зубчатых колес примененяют пальцевый инструмент. Однако этот метод очень ограничен в применении. Для нарезания зубчатых колес с внутренними зубьями применяют также червячные фрезы-улитки, работающих по методу копирования с непрерывным делением. Фреза устанавливается на шпинделе специальной головки. При этом один зуб фрезы является калибрующим. Как и в предыдущих случаях, производительность и точность метода недостаточно высокие.
Изготовление зубчатых колес с внутренним венцом возможно с применением цилиндрических протяжек. Метод протягивания является наиболее производительным и точным. К недостаткам метода следует отнести сложность и высокую стоимость инструмента, необходимость создания специальных станков, развивающих большие усилия, и ограничение диаметра обрабатываемых колес.
Основным недостатком всех вышеперечисленных методов обработки является низкая производительность, а в ряде случаем, исключая зубодолбление и протягивание, низкая точность обработки. Кроме этого все инструменты за исключением долбяков и дисковых фрез являются сложными и дорогими.
Геометрические параметры зубчатых колес внутреннего зацепления могут быть рассчитаны по принципу стандартного внешнего зацепления, обращенного внутрь, с головками и ножками во встречных направлениях. Однако для предотвращения подрезания зубьев и улучшения формы и работы зубьев рекомендуется увеличить внутренний диаметр охватывающего зубчатого колеса и, соответственно, увеличить наружный диаметр малой шестерни.
Зубчатые колеса внутреннего зацепления обычно нарезают круглым долбяком методом обкатывания. Чтобы избежать интерференции между головкой зуба долбяка и переходной поверхности зуба колеса при врезании и радиальном отводе долбяка, а также срезания уголков на вершине зуба колеса, долбяк должен быть меньше, чем сопряженная с нарезаемым внутренним колесом шестерня.
Наладка станка на нарезание зубчатых колес внутреннего зацепления производится по тем же формулам, что и для колес наружного зацепления. Различие заключается лишь в том, что при нарезании зубчатых колес внутреннего зацепления направления вращения долбяка и заготовки одинаковы, тогда как при нарезании колес наружного зацепления они противоположны.
Зубчатые колеса внутреннего зацепления шевингуют на специальных станках или на шевинговальных станках для колес с внешним зацеплением, имеющих приспособление для внутреннего шевингования. Колеса с шириной зубчатого венца свыше 20 мм обрабатывают методом параллельного шевингования. Цикл работы станка аналогичен циклу шевингования колес с внешним зацеплением. Зубья шевера имеют небольшую бочкообразность, чтобы избежать интерференции с зубьями обрабатываемого колеса.
Зубчатые колеса, имеющие ширину венца менее 20 мм, или со ступицей, ограничивающей возвратно-поступательное движение, обрабатывают врезным шевингованием.
По сравнению с передачами наружного зацепления цилиндрические передачи с внутренним зацеплением имеют во много раз меньшее относительное скольжение рабочих поверхностей зубьев, меньшее удельное давление между рабочими поверхностями зубьев и меньшие размеры при сравнительно большом передаточном отношении и малом межцентровом расстоянии. Однако они не получили большого распространения, поскольку они более сложны в изготовлении и при их применении не обеспечивается достаточная жесткость валов вследствие консольного расположения колеса и шестерни.
По вопросам изготовления цилиндрических шестерен с внутренним зацеплением обращайтесь в отдел продаж по телефону.
Работа цилиндрической зубчатой передачи Зубчатое колесо (шестерня) - основная деталь зубчатой передачи в виде диска с зубьями на цилиндрической или конической поверхности, входящими в зацепление с зубьями другого зубчатого колеса. В машиностроении принято малое ведущее зубчатое колесо независимо от числа зубьев называть шестернёй , а большое ведомое - колесом. Однако часто все зубчатые колёса называют шестернями.
Зубчатые колёса обычно используются парами с разным числом зубьев с целью преобразования вращающего момента и числа оборотов вала на выходе. Колесо, к которому вращающий момент подводится извне, называется ведущим, а колесо, с которого момент снимается - ведомым. Если диаметр ведущего колеса меньше, то вращающий момент ведомого колеса увеличивается за счёт пропорционального уменьшения скорости вращения, и наоборот. В соответствии с передаточным отношением, увеличение крутящего момента будет вызывать пропорциональное уменьшение угловой скорости вращения ведомой шестерни, а их произведение - механическая работа - останется неизменным. Данное соотношение справедливо для идеального случая, не учитывающего потери на трение и другие эффекты, характерные для реальных устройств.

![]()
Поперечный профиль зуба
Профиль зубьев колёс как правило имеет эвольвентную боковую форму. Однако, существуют передачи с круговой формой профиля зубьев (передача Новикова с одной и двумя линиями зацепления) и с циклоидальной. Кроме того, в храповых механизмах применяются зубчатые колёса с несимметричным профилем зуба.
Параметры эвольвентного зубчатого колеса:
- m - модуль колеса, тёмное и светлое колёсо имеют одинаковый модуль. Самый главный параметр, стандартизирован, определяется из прочностного расчёта зубчатых передач. Чем больше нагружена передача, тем выше значение модуля. Через него выражаются все остальные параметры. Модуль измеряется в миллиметрах, вычисляется по формуле:
- z - число зубьев колеса
- p - шаг зубьев (отмечен фиолетовым цветом)
- d - диаметр делительной окружности (отмечена жёлтым цветом)
- d a - диаметр окружности вершин тёмного колеса (отмечена красным цветом)
- d b - диаметр начальной окружности (отмечена зелёным цветом)
- d f - диаметр окружности впадин тёмного колеса (отмечена синим цветом)
- h aP +h fP - высота зуба тёмного колеса, x+h aP +h fP - высота зуба светлого колеса
Прямозубые колёса Прямозубые колёса - самый распространённый вид зубчатых колёс. Зубья являются продолжением радиусов, а линия контакта зубьев обеих шестерён параллельна оси вращения. При этом оси обеих шестерён также должны располагаться строго параллельно.
- При работе косозубого колеса возникает механический момент, направленный вдоль оси, что вызывает необходимость применения для установки вала упорных подшипников;
- Увеличение площади трения зубьев (что вызывает дополнительные потери мощности на нагрев), которое компенсируется применением специальных смазок.
Двойные косозубые колёса (шевроны)
Двойные косозубые колёса решают проблему осевого момента. Зубья
таких колёс изготавливаются в виде буквы «V» (либо они получаются
стыковкой двух косозубых колёс со встречным расположением зубьев).
Осевые моменты обеих половин такого колеса взаимно компенсируются,
поэтому отпадает необходимость в установке осей и валов в специальные
подшипники. Передачи, основанные на таких зубчатых колёсах, обычно
называют «шевронными».
Зубчатые колёса с внутренним зацеплением
При жёстких ограничениях на габариты, в планетарных механизмах, в шестерённых насосах с внутренним зацеплением, в приводе башни танка, применяют колёса с зубчатым венцом, нарезанным с внутренней стороны. Вращение ведущего и ведомого колеса совершается в одну сторону. В такой передаче меньше потери на трение, то есть выше КПД.
Секторные колёса
Секторное колесо представляет собой часть обычного колеса любого
типа. Такие колёса применяются в тех случаях, когда не требуется
вращение звена на полный оборот, и поэтому можно сэкономить на его
габаритах.
Колёса с круговыми зубьями
Передача на основе колёс с круговыми зубьями (Передача Новикова) имеет ещё более высокие ходовые качества, чем косозубые - высокую нагрузочную способность зацепления, высокую плавность и бесшумность работы. Однако они ограничены в применении сниженными, при тех же условиях, КПД и ресурсом работы, такие колёса заметно сложнее в производстве. Линия зубьев у них представляет собой окружность радиуса, подбираемого под определённые требования. Контакт поверхностей зубьев происходит в одной точке на линии зацепления, расположенной параллельно осям колёс.
Конические зубчатые колёса

Реечная передача (кремальера)



Коронные колёса
Коронное колесо - особый вид колёс, зубья которых располагаются на боковой поверхности. Такое колесо обычно стыкуется с обычным прямозубым, либо с барабаном из стержней (цевочное колесо), как в башенных часах. Изготовление зубчатых колёс
![]()
Метод обкатки
В настоящее время является наиболее технологичным, а поэтому и самым распространённым способом изготовления зубчатых колёс. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк.
Метод обкатки с применением гребёнки


Помимо гребёнки в качестве режущего инструмента применяют червячную фрезу. В этом случае между заготовкой и фрезой происходит червячное зацепление.
Метод обкатки с применением долбяка
Зубчатые колёса также долбят на зубодолбёжных станках
с применением специальных долбяков. Зубодолбёжный долбяк представляет
из себя зубчатое колесо, снабжённое режущими кромками. Поскольку
срезать сразу весь слой металла обычно невозможно, обработка
производится в несколько этапов. При обработке инструмент совершает
возвратно-поступательное движение относительно заготовки. После каждого
двойного хода, заготовка и инструмент поворачиваются относительно своих
осей на один шаг. Таким образом, инструмент и заготовка как бы
«обкатываются» друг по другу. После того, как заготовка сделает полный
оборот, долбяк совершает движение подачи к заготовке. Этот процесс
происходит до тех пор, пока не будет удалён весь необходимый слой
металла.

Метод копирования (Метод деления)
Дисковой или пальцевой фрезой нарезается одна впадина зубчатого
колеса. Режущая кромка инструмента имеет форму этой впадины. После
нарезания одной впадины заготовка поворачивается на один угловой шаг
при помощи делительного устройства, операция резания повторяется.
Метод применялся в начале XX века. Недостаток метода состоит в низкой точности: впадины изготовленного таким методом колеса сильно отличаются друг от друга.
Изготовление конических колёс
Технология изготовления конических колёс теснейшим образом связана с
геометрией боковых поверхностей и профилей зубьев. Способ копирования
фасонного профиля инструмента для образования профиля на коническом
колесе не может быть использован, так как размеры впадины конического
колеса изменяются по мере приближения к вершине конуса. В связи с этим
такие инструменты, как модульная дисковая фреза, пальцевая фреза,
фасонный шлифовальный круг, можно использовать только для черновой
прорезки впадин или для образования впадин колёс не выше восьмой
степени точности.
Для нарезания более точных конических колёс используют способ
обкатки в станочном зацеплении нарезаемой заготовки с воображаемым
производящим колесом. Боковые поверхности производящего колеса
образуются за счёт движения режущих кромок инструмента в процессе
главного движения резания, обеспечивающего срезание припуска.
Преимущественное распространение получили инструменты с прямолинейным
лезвием. При прямолинейном главном движении прямолинейное лезвие
образует плоскую производящую поверхность. Такая поверхность не может
образовать эвольвентную коническую поверхность со сферическими
эвольвентными профилями. Получаемые сопряжённые конические поверхности,
отличающиеся от эвольвентных поверхностей, называют квазиэвольвентными.
Ошибки при проектировании зубчатых колёс

Подрезание зуба
Согласно свойствам эвольвентного зацепления, прямолинейная часть исходного производящего контура зубчатой рейки и эвольвентная часть профиля зуба нарезаемого колеса касаются только на линии станочного зацепления. За пределами этой линии исходный производящий контур пересекает эвольвентный профиль зуба колеса, что приводит к подрезанию зуба у основания, а впадина между зубьями нарезаемого колеса получается более широкой. Подрезание уменьшает эвольвентную часть профиля зуба (что приводит к сокращению продолжительности зацепления каждой пары зубьев проектируемой передачи) и ослабляет зуб в его опасном сечении. Поэтому подрезание недопустимо. Чтобы подрезания не происходило, на конструкцию колеса накладываются геометрические ограничения, из которых определяется минимальное число зубьев, при котором они не будут подрезаны. Для стандартного инструмента это число равняется 17. Также подрезания можно избежать, применив способ изготовления зубчатых колёс, отличный от способа обкатки. Однако и в этом случае условия минимального числа зубьев нужно обязательно соблюдать, иначе впадины между зубьями меньшего колеса получатся столь тесными, что зубьям большего колеса изготовленной передачи будет недостаточно места для их движения и передача заклинится.
Заострение зуба
При увеличении смещения инструмента толщина зуба будет уменьшаться.
Это приводит к заострению зубьев. Опасность заострения особенно велика
у колёс с малым числом зубьев (менее 17). Для предотвращения скалывания
вершины заострённого зуба смещение инструмента ограничивают сверху.